


Optimizing Haas CNC Live Tooling with G81–G95 Canned Cycles
Haas CNC Cycles G81, G82, G83, G85, G89, G95 with Live Tooling
Before using G81, G82, G83, G85, G89, G95 canned cycles with face or axial live tooling it must be ensured that the haas cnc parameters 315 bit 1 (NO SPINDLE CAN CYCLE) is properly set.
Haas Parameter 315 COMMON SWITCH 4 – Haas Lathe
Haas CNC Parameter 315 bit 1 (NO SPIND CAN CYCLE)
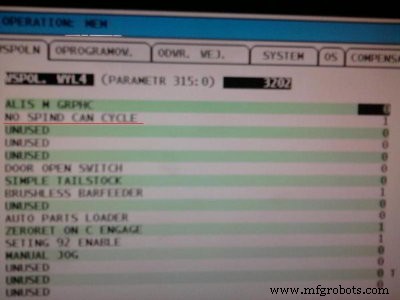
Haas CNC Parameter 315 bit 1
Haas CNC Lathe Parameter 315 bit 1 Set to 1
If Haas cnc lathe parameter 315 bit 1 is set to 1, the main spindle will not be activated during a canned cycle.
Haas CNC Lathe Parameter 315 bit 1 Set to 0
If Haas cnc lathe parameter 315 bit 1 is set to 0 the canned cycle operates in the usual way by turning the main spindle.
Precise CNC G01 Angle Programming: Mastering Angles, Radii, and Chamfers
Mastering C‑Axis Lathe Programming with Live Tooling on Haas CNC
CNC Machine
- Haas ST-10Y CNC Turning Center: Compact, Y-Axis Precision for Small Parts
- Efficient Thread Repair on Haas CNC Lathes Using the Intuitive Programming System
- Mastering C‑Axis Lathe Programming with Live Tooling on Haas CNC
- Mastering G81 C‑Axis Programming for Live Tooling on Haas CNC Lathes
- Live Tooling Lathe Programming on Haas CNC: Spindle Orientation & M‑Codes
- Understanding CNC Lathe Live Tooling & Haas M-Codes: A Complete Guide
- Mastering Deep Hole Tapping on Haas CNC: Chip Breaking & Peck Techniques
- Master G83 Deep Hole Peck Drilling on Haas CNC for Precision & Efficiency
- Master Haas CNC M97 Local Sub-Program Calls: Step-by-Step Example
- CNC Milling Program: Advanced G81‑G85 Drill Cycles for Precision Machining