


G28 Reference Point Return: Efficient CNC Lathe Reset Procedure
G28 Reference Point Return
G28 reference point return G-code is used to approach the reference point via an intermediate position.
The intermediate position can be specified absolute X, Z or relative U, W.
What is reference point read CNC Zero Return or Reference Point Return
During G28 reference point return command machine,
first reaches intermediate-point rapidly (G00),
then it moves rapidly to reference-point position.
Programming
G28 X(U) Z(W)
X, Z absolute intermediate point position.
U, W incremental intermediate point position.
Examples
For following exmaples suppos actual referece-point position on your machine is X330 and Z529.
Example 1
G28 U0 W0
the machine will directly move to reference-point (as no intermediate point is given).
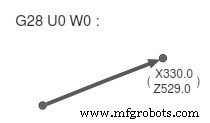
G28 Reference Point Return G28 U0 W0
Example 2
G28 X100 Z100
the machine will first move to intermediate position X100 Z100
and then will move to reference-point.

G28 Reference Point Return
CNC Machine
- CNC Lathes: History, Types, and Modern Applications
- Trak TRL 1540V CNC Lathe – Precision & Flexibility for Machining
- CNC Lathe Operations: Mastering Precision Machining
- CNC Lathe Chuck Jaws: Function, Design, and Selection Guide
- Beginner-Friendly Lathe CNC Programming Guide
- CNC Lathe Tool Turret – Precision Tooling for Advanced Machining
- CNC Reference Point Return Explained: Achieving Precise Zeroing and Positioning
- Beginner's Guide to CNC Lathe G‑Code: Simple Example & Step‑by‑Step Tutorial
- CNC Lathe Machine: Key Components Explained
- Fanuc G28 Command: Approach Reference Point via Intermediate Position