


NCT Programming: Circular Drilling with G81 Cycle and G16 Polar Coordinates
NCT program example to show how G81 drilling cycle can be used to drill in a circle using G15 G16 Polar Coordinate Commands and G81 Drilling Cycle.
G Codes
| G Code | Function |
|---|---|
| G15 | polar coordinate command cancel |
| G16 | polar coordinate command |
| G81 | drilling, spot boring cycle |
NCT Programming Example
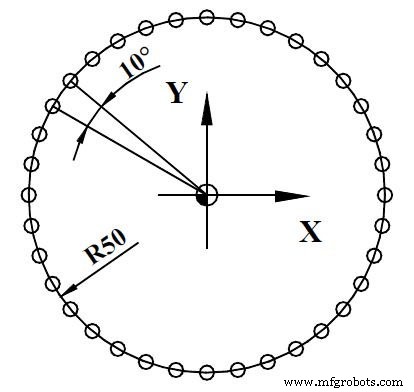
%O7073(7.3) N100 T1 N110 G54 G0 X0 Y0 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G16 G0 X50 Y-10 N150 G81 X50 YI10 R2 Z-10 L36 N160 G80 G15 N170 G0 Z100 N180 M30 %
Efficient Circle Part Drilling with G81/G16 in NCT Programming
Mastering the NCT G81 Spot Drilling Cycle: Precision Boring Made Simple
CNC Machine
- Face Grooving Using the G74 Peck Drilling Cycle in CNC Programming
- Example Program: G81 & G83 Peck Drilling with G98/G99 Return Levels
- Fanuc CNC G81 Drilling Cycle Program – Step-by-Step Example
- CNC Sample Program: G83 Peck Drilling with G70 Bolt Hole Circle for Evenly Spaced Deep Holes
- Optimizing CNC Drilling: G81 Cycle on Grid Plate – Practical Sample Program
- Master G81 Drilling Cycle with G91 Incremental Mode: Step-by-Step Example Program
- Efficient Two-Step Block Drilling Using G81 CNC Cycle
- Optimizing Fanuc G81 Drilling Cycle for Efficient Spot Drilling
- Efficient Circle Part Drilling with G81/G16 in NCT Programming
- Mastering the NCT G81 Spot Drilling Cycle: Precision Boring Made Simple