


Efficient Two-Step Block Drilling Using G81 CNC Cycle
G81 drilling cycle program example which shows how a step block can be drilled economically.
The cnc program code is self explanatory, no complex technique is used.
G81 Drilling Two Step Block
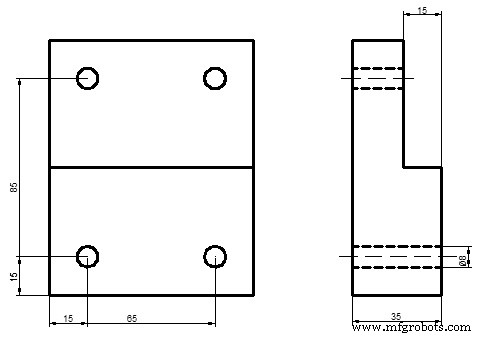
G81 Drilling Two Step Block
N10 T4 M6 (TWIST DRILL 8”) N15 G90 G54 G00 X15 Y15 N20 S1000 M3 F100 N25 G43 H01 Z2 M8 N30 G81 R2 Z-42 N35 X65 N40 Y85 R-13 N45 X15 N50 G80 Z50 M5 N55 M30
Sandvik Coromant: Expert Feed & Cut Depth Recommendations for Finish-to-Rough Machining
Master Circular Interpolation: Programming Example 1
CNC Machine
- Example Program: G81 & G83 Peck Drilling with G98/G99 Return Levels
- CNC Milling Example: Mastering the G81 Drilling Canned Cycle
- Fanuc CNC G81 Drilling Cycle Program – Step-by-Step Example
- Optimizing CNC Drilling: G81 Cycle on Grid Plate – Practical Sample Program
- Master G81 Drilling Cycle with G91 Incremental Mode: Step-by-Step Example Program
- Optimizing Fanuc G81 Drilling Cycle for Efficient Spot Drilling
- NCT Programming: Circular Drilling with G81 Cycle and G16 Polar Coordinates
- Mastering the NCT G81 Spot Drilling Cycle: Precision Boring Made Simple
- ECS G81/3: 3‑Layer Drilling Cycle – Efficient Multi‑Zone Hole Drilling
- ECS G81 Standard Drilling Cycle: Precision Data Entry & Parameter Settings