


Master CNC Turning with G71 Cycle: Step-by-Step ISO Program
Submit by: Vikram
Summary
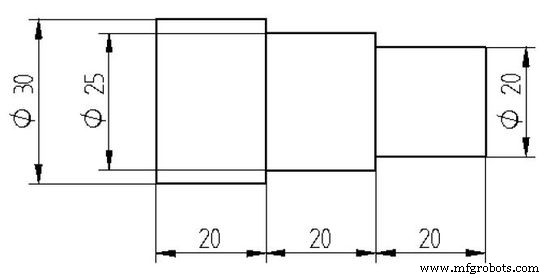
Write an ISO program for step turning operation of the component shown in figure using canned cycles. The diameter of the work piece = 30mm
Drawing/Image
CNC Program
N0 G90 F0.5 S1200 T0101 M03 N10 G00 X30 Z2 N11 G71 U0.5 R0.5 N12 G71 P30 Q80 U0.05 W0.05 N30 G01 X20 Z0 N40 G01 X20 Z-20 N50 G01 X25 Z-20 N60 G01 X25 Z-40 N70 G01 X30 Z-40 N80 G01 X30 Z-60 N100 G28 U0 W0 N110 M05 M30
Beginner's Guide to CNC Lathe Programming: G71 Turning Cycle Example
CNC Milling Program Tutorial: Side Milling, Drilling, and Slot Milling Operations
CNC Machine
- Master CNC Programming: Fanuc G71 Rough Turning & G70 Finish Cycle Example
- G71 Rough Turning Cycle One-Line Format: Simplify CNC Fanuc Programming
- Mastering the G20 Turning Cycle on Fanuc 21TB CNC Lathes
- Master Fanuc G71 Turning & G74 Peck Drilling on CNC Lathes: A Practical Programming Exercise
- Master G71 Rough Turning Cycle: Fanuc CNC Lathe Code Example
- Optimized Fanuc G71 Turning Cycle for CNC Lathe Precision
- Beginner's Guide to CNC Lathe Programming: G71 Turning Cycle Example
- Comprehensive CNC Lathe Program for OD Turning, Drilling, and ID Boring Using G71, G74, G01
- Precision Contour Turning with G71 Cycle on CNC Lathe – A Practical Example
- Contour Turning Simplified: Full G72 Facing Cycle CNC Lathe Program Example