


Die Casting Defects Explained: Types, Causes & Proven Prevention Techniques
The die casting process involves applying high pressure to molten metal, a process similar to plastic injection molding. However, die casting is complex, and many factors may compromise the quality of die-casted products. Die casting defects are now major concerns due to loose raw material control, inadequate process and production planning, and others.
Consequently, an inability to solve these casting defects properly will affect the quality of end products. However, one essential thing to note is that you may not be able to avoid every defect during the die casting process. In such cases, designers may have to modify mold design.
Therefore, we’ll discuss the various types of die casing defect in this article, detailing their causes, solutions, and how to prevent them. Let’s get right into it!
Die Casting Defects: Types, Causes, and Solutions
Here, we will be covering the various die casting defects and remedies. These defects often occur due to incorrect fillings or an inadequate solidification phase, and there are two major categories:
Internal Die Casting Defects
These types of casting defects are difficult to find, and they weaken components’ structural resistance. The two main internal casting defects are:
1. Gas Porosity
This involves the formation of bubbles in the cast after cooling. You will see gas porosities as round or oval structures on the body of die casting parts, and they also have smooth, bright white or yellow surfaces.

Most solid metals cannot hold a large amount of dissolved gas, but liquid metals can. As a result, the gas in the solid metal forms voids or bubbles within the cast as it cools. This often occurs during the solidification phase, and you may notice some holes within the cast. Depending on the severity of gas porosity, it can lead to other types of defects and increased scrap rates.
Causes:
- Released hydrogen from molten metal alloys – Higher smelting temperatures often lead to higher hydrogen solubility in molten metal alloys. The cooling and solidification involved in die casting reduces the solubility of hydrogen and releases it from the molten metal. As a result, gas porosities occur.
- Involved gases in the metal alloy filling process – The die casting process involves filling molten metal alloy into dies at high speed and pressure. Therefore, turbulences can occur if the liquid alloy can’t flow stably and orderly, leading to gas porosities.
- Gases from mold releasing agents – Mold releasing agents usually decompose and release gases upon heating by the molten metal alloy. Consequently, gas volatilization can occur due to the overuse of mold release agents.
Solutions:
- Control the melting process by melting the raw material in a vacuum under flux or around a low solubility gas to stop air from reaching the molten metal.
- Ensure you sure a clean and dry metal alloy ingot.
- Use discernable die casting parameters, including injection speed.
- A sufficient sprue and runner length will help molten alloy flow stably and discharge gases easily.
- Select high-quality mold releasing agents and use a reasonable amount.
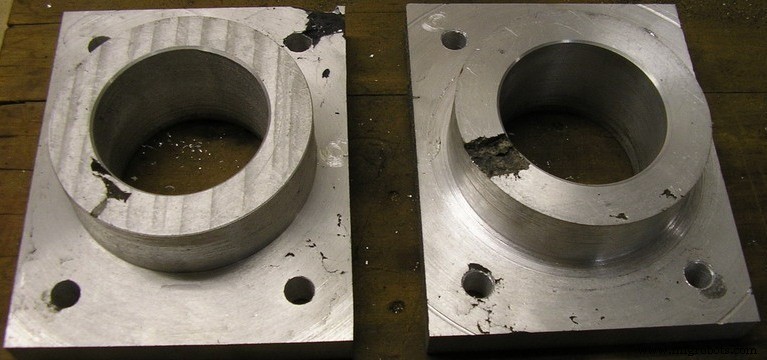
2. Shrinkage Porosity

Shrinkage porosity is formed during the cooling and solidification process of casting, and metal alloys shrink upon cooling. Therefore, there is a high possibility of this defect occurring without adequate precautions. However, it becomes a defect when uneven shrinkage makes the shape distorted or creates holes in the cast.
Shrinkage porosity can occur as open shrinkage, warping, and closed shrinkage, affecting the metal’s stress. You would see this defect as angular edges, and they may also come with cracks or dendritic fractures.
Causes:
- Unreasonable design of the cooling system.
- Opening of mold too early.
- Using an extremely high pouring temperature.
Solutions:
- Improve overall casting structure.
- Redesign the running (gate) system to have risers that enable continuous molten metal flow.
- Insert internal chills, cooling coils, or ribs to increase heat dissipation.
- Adjust the casting temperature to reduce total volume deficits.
3. Inclusions
These are irregularly shaped holes inside the casting or on its surface. With inclusions, there are unwanted particles of sand, material, dross, or deoxidation product in the metal casting. Inclusions can affect the mechanical functions of metal casting, and they can be identified using X-ray or UT.
Causes:
- Impurities from the metal due to improper purification or garbage pollution.
- Low furnace charge purity.
- Interaction of the metal with the surrounding atmosphere or with the surface of the mold.
- Inclusion of too much graphite in mold release agents.
Solutions:
- Ensure that the furnace charge is pure.
- Proper purification of metal liquid with thorough removal of slags.
- Clean the die cavity and ladles properly.
- If mold release agents contain graphite, ensure even mixing and stirring.
Superficial Die Casting Defects
These types of casting defects are often visible, and they destroy the surface of the component and its aesthetic quality. They include:
1. Cracks
Cracks occur when the material breaks due to stress inside and out of the material. They appear as irregular or linear patterns on the die casting surfaces. The first crack occurs during the process of cooling and solidification.

It occurs because cavity geometry materials cannot shrink in their natural state. As a result, residual stress generates cracks or deformations in the mold. The second form of crack occurs due to external force on the component. The forces come from the cutting phase or mold during part ejection.
Cracks are a result of improper alloying elements contained in the molding alloy. Thus, you want to use the correct alloy elements while melting. Also, optimizing the component structure and ensuring uniform wall thickness will prevent this defect. A balanced die casting part ejection is also a good solution to this casting defect.
2. Cold Shut
Here, there are irregular linear lines on the surface of the cast. The lines are narrow and small, with smooth edges which might extend with external forces. Cold shut defects in pressure die casting occur when there is an improper fusing of two liquid metal fronts in the die cavity. Consequently, there is a weak spot left on the component.
Low molten temperature, low injection speed, unreasonable design of gating system, and poor fluidity of alloy are some of the causes of cold shut. Visual inspections will help you discover this defect. A good way to avoid cold shut is to increase the mold and molten metal temperatures. You can also change the size and position of the game while increasing the plunger speed.
3. Network Cracks
Network cracks appear as hair- or net-like depressions and protrusions on the surface of the die-casted part. The die protrusion extends with an increase in die casting times. It may occur due to a rough die cavity, high filling temperature, improper casting material, and improper heat treatments.
Your die casting mold material and heat treatment process must be adequate to avoid this defect. Furthermore, you must ensure even and sufficient mold heating to remove internal stress. The thermal balance of the die cavity should be ensured with proper cooling methods. You want a good roughness level for the die casting process. Therefore, you should polish the die cavity and gating system regularly.
4. Drags and Soldering
Drags are defects that occur parallel to the direction of the die’s opening. They appear as strip-like scratches on the surface of the casting components. Soldering results from abnormal sticking of the die cavity and metal alloy. It appears as excess or missing materials on some areas of the component.

These defects in pressure die casting are caused by overheated molten alloy, damage on the surface of the die cavity, or insufficient draft angles. An unreasonable mechanism of injection and poor mold release agent quality may also cause these defects.
Thus, it would be best to use high-quality release agents and optimize your ejection mechanism. If there are damages on the die cavity surface, ensure you make proper repairs. You can also adjust the gate direction to keep die cores in the right condition.
5. Flashes
This die casting defect gives thin, irregular metal sheet shapes on the die-casted part. Some of its causes include high speed of injection, high filing temperature, unclean garbage on the parting surface, and insufficient clamping force of die. Therefore, you must use the correct processing parameters and ensure regular die maintenance to prevent this defect.
6. Blisters
Die casting involves compressing the air in the machine and ejecting the part from the cast with a vacuum valve, overflow, or vent. The air left inside will dissolve in the melted metal with an even distribution. Turbulences make the air concentrated, causing a high-pressure cavity – blisters.

This defect in pressure die casting stays hidden if the temperature of the component is low, thus reducing the component strength. In a case where the temperature is high, you notice bubbles on the surface. Therefore, your die casting parameters must be adequate. You should also optimize your gating system to ensure proper venting performance.
7. Deformation
This occurs when the shape of the final part does not match the drawing. Deformation occurs due to improper gate removal, poor cast design, premature mold opening, inadequate ejection mechanisms, and drags during casting ejection.
Therefore, you must ensure you choose a suitable gate removal mechanism. In addition, adjust the mold opening time to ensure rigidity. Optimizing structural casting designs and removing unfavorable demolding factors also help prevent this defect.
8. Flow Marks
These are stripes and non-directional lines on the die casting part surface that differ in color from the base of casting. The liquid metal entering the cavity often forms a thin, incomplete layer that may be filled with molten metal. This filling leaves traces on the component.
Other causes of flow marks include low die temperature, low filling pressure, excess lubricant or mold release agent, and a small cross-sectional area. Therefore, you should increase die temperature adjust injection speed, cross-sectional area, and other casting parameters.
9. Short Filling
In this defect in pressure die casting, some materials might be missing on the surface area of the cast. It occurs due to poor fluidity of metal alloy, low filling temperature, low injection pressure, poor filling conditions, and excessive use of lubricants.
A good way to avoid short filling is by choosing the right metal alloy. It would help if you also increase die and filling temperature as well as injection speed and pressure. Improving the gating system design and metal liquid flow diversion will also help prevent short filling.
10. Laminations
Laminations come from the overlap of two layers separated during the filling process. These defects in pressure die casting are hard to detect. They appear after pre-finishing operations like sandblasting and tumbling.
The impact between casting and inserts during these phases causes the lifting of the zinc layers. As a result, dirt and fluids can be hidden in the middle of these layers. The hidden substances may show on the surface during surface finish processes like galvanization and painting, worsening the outcome.
11. Sinks
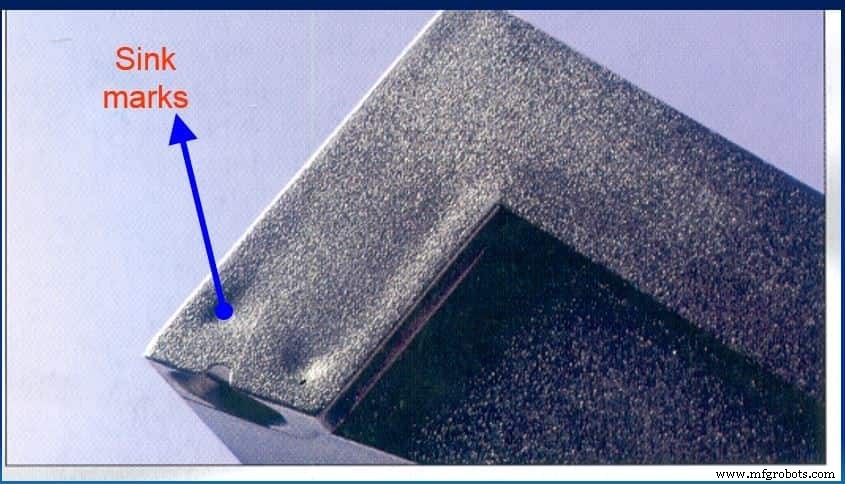
These are depressions on the surface of the casting along with the thick-walled areas. Sinks are caused by the injection’s low pressure, uneven cast wall thickness, partial overheating of the die, and short pressure-holding times.
You can ensure even wall thickness by optimizing casting designs. In addition, you can prevent sinks by improving the die cavity’s venting performance and increasing injection pressure. Increasing the pressure-holding time is also an effective method.
Tips for Avoiding Die Casting Defects
Die casting defects occur due to various reasons. A good molding design guide will be effective. However, the following ‘first principle’ tips will help you avoid these defects:
An Effective Rating System
An effective rating system would tell you if you’re reducing defects or the situation is getting worse. The rating system will help you know if you need corrections. This is important because you want to tackle the defect before it reaches the climax level.
Gas porosity, shrinkages, and inclusions are major defects in pressure die casting that require judgment to know their severity. Since you can’t improve something without measuring it, you need an effective rating system to avoid these defects.
Right Wall Thickness
Wall thickness plays a big role in casting defects, with different walls producing different results. A thin wall will make the metal alloy freeze, enhancing deformation. The minimum wall thickness for magnesium and aluminum is 1.5 – 2.5mm, and 1.0mm for zinc.
Right Fill Time
Fill time starts when the alloy first reaches the gate and ends when the cavity is filled. Here is a guide for maximum fill time for most casting:
| Alloy | Thin wall<2mm | Average wall>2mm |
| AluminumApproximately 2kg | .09 seconds | .1 seconds |
| Zinc Approximately 1.4kg | .03 seconds | .05 seconds |
| Magnesium Approximately 1kg | .02 seconds | .03 seconds |
You can predict the right fill time using the PQ2 calculation. The calculation predicts changes in gate velocities and fills time by changing any of these:
- Gate area
- Plunger size
- Machine hydraulic pressure
- Plunger speed setting
Right Metal Flow Pattern
The key factor in gate design is metal flow, which is a function of design standards. These simple steps will help you use the right metal flow pattern:
- Use the PQ2 calculation to determine the gate size and plunger, ensure you use the correct fill time, gate velocity, and cavity pressure
- Then divide the cast into zones
- Divide the gates so that each zine is filled at the same time
- Flow across the cast
- Avoid mixing casting flaws
Right Die Temperature
You have to use the right temperature to avoid casting defects. Low temperatures cool the liquid metal and may affect the surface by increasing the solidified portion. A high percentage of solid metal causes the stream to be stiff and won’t mix well. As a result, there may be cold-flow, leading to defects.
Work with RapidDirect to Avoid Die Casting Defects
Understanding die casting defects and their cause is vital to ensuring part quality. However, there is a lot more to know, so it is best to partner with an expert in die casting. RapidDirect offers the best custom die casting services with top-notch material, professional technicians, and cutting-edge processes.
We approach your project with the aim of ensuring the best quality. Our machinists also continuously monitor the process. Thus, we are able to remove inefficient processes and use only high-quality techniques. Upload your design file today, and get an instant quote.
FAQs
How Can You Reduce Casting Defects?You can avoid casting defects by using an effective rating system. Using the right wall thickness. die temperature, and metal flow pattern are also effective solutions.
What is Die Casting Good for?The die casting process is popular for making components in the automotive industry. Designers and manufacturers also use this process to make decorative hardware and other smaller components.
How Do You Remove Porosity in Castings?A good mold design will help you get rid of gas porosity. You can also eliminate this defect by adding nitrogen to the aluminum metal before pouring. A sufficient sprue and runner length will ensure a stable alloy flow to discharge gases easily.
Industrial Technology
- Four Types of Cyberattacks – Proven Prevention Strategies
- Top 4 Switchgear Failure Causes & Proven Prevention Strategies
- Understanding Casting Defects: Types, Causes, and Proven Remedies
- 10 Common Injection Molding Defects & Prevention Tips
- Expert Strategies for Eliminating Non-Wetting Defects in PCB Production
- 5 Types of Sand Casting Defects & Prevention Strategies
- Understanding Wax Pattern Defects in Investment Casting: Causes & Prevention Strategies
- Preventing Injection Molding Defects: Causes, Prevention, and Quality Assurance
- Identifying Key Machine Failure Causes and Strategies to Avoid Downtime
- Die Casting: Key Benefits and Drawbacks Explained