


Harnessing IoT and Big Data: Commercial Use Cases in Retail, Logistics, and Industry
Across industries, experts agree that the Internet of Things (IoT) is set to become the next transformative technology. The enthusiasm stems from a convergence of factors: continuously shrinking hardware, ubiquitous connectivity, robust IoT application platforms, a growing catalogue of use cases, and the high economic value of big data.
While many IoT solutions are driven by consumer‑centric initiatives—think Pebble smart watches, Tile asset trackers, and Hue smart lighting—industrial applications are gaining equal momentum. In this article, we explore two commercial use cases that illustrate how IoT and big data work together to unlock new efficiencies in retail & logistics, and in manufacturing.
Use Case 1: Retail & Logistics
Retail and logistics represent a critical frontier for IoT, offering the potential to revolutionize inventory management, customer experience, and supply‑chain visibility. RFID technology has long been employed to track high‑value goods in closed‑loop systems, but the cost of item‑level tagging has limited broader adoption. IoT innovations are rapidly reducing those costs, making granular tracking a viable business proposition.
In the store, RFID tags on individual products enable instant identification at checkout, while beacons—small Bluetooth Low Energy (BLE) devices—create an indoor positioning network. When a shopper opens the store’s mobile app, the system can map the layout, highlight items on a pre‑created shopping list, and deliver real‑time push notifications as the customer approaches relevant product zones. At the point of sale, the RFID reader automatically scans every item, generates an invoice, and processes payment via the shopper’s smartphone. The inventory system updates in real time, eliminating manual reconciliation.
Storing the deluge of structured, semi‑structured, and unstructured data—from RFID scans to beacon pings and purchase histories—demands a scalable NoSQL repository. Advanced analytics can then uncover patterns in customer movement and buying behaviour, enabling predictive recommendations and dynamic promotions delivered directly to the shopper’s device.
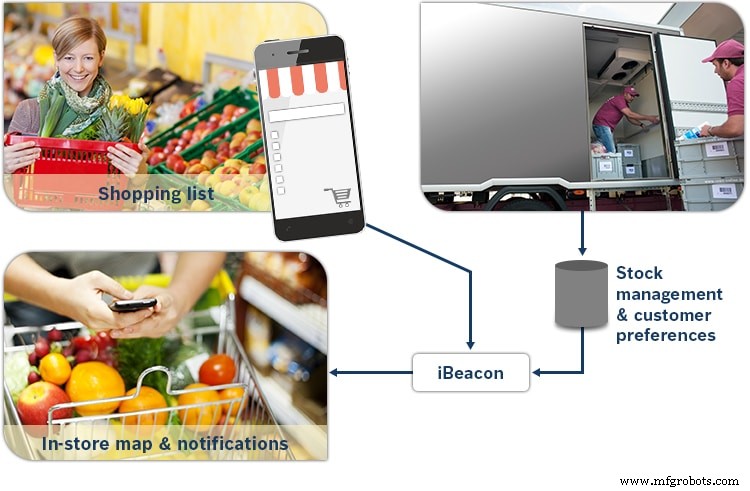
Source: Bosch.IO
Use Case 2: Industry 4.0 and Smart Manufacturing
The Industrial Internet of Things (IIoT) is reshaping manufacturing, from supply‑chain optimization to modular production lines. A notable trend is the deployment of handheld, battery‑powered tools—such as torque wrenches for automotive, aerospace, and shipbuilding—equipped with advanced sensors and wireless connectivity.
These “edge” devices often feature onboard computers that manage configuration, capture real‑time torque data, and use laser scanners for component identification. By connecting them to a central asset‑management platform, manufacturers can enforce geo‑fencing, ensuring only authorized tools perform specific tasks on designated product assemblies.
The asset‑management system acts as a bridge between the physical tools and enterprise systems (ERP and MES). It distributes work orders, pulls calibration data via factory Wi‑Fi, and records every tightening event. These records, tied to the Bill of Materials, create a comprehensive audit trail that can be leveraged for quality assurance, recall mitigation, and predictive maintenance.
Aggregating this heterogeneous data—numeric torque logs, inspection images, and legacy system outputs—requires a NoSQL backend capable of handling high velocity and variety. The resulting data lake empowers analytics that drive operational excellence and reduce costly recalls.

Source: Bosch
Industrial Technology
- Leveraging Big Data & Cloud Computing to Drive Business Growth
- Smart Manufacturing Meets Big Data: Unlocking Predictive Efficiency and Innovation
- Smart Parking in Montpellier: IoT‑Powered Solutions to Ease Urban Traffic
- Big Data in Manufacturing: 5 Proven Game-Changing Applications
- Revolutionizing Fleet Management: AI & IoT Integration for Smarter Operations
- IoT in Manufacturing: 8 Key Use Cases & Emerging Trends for Industry 4.0 Success
- Harnessing Predictive Analytics in Manufacturing: Proven Use Cases & Tangible Benefits
- Harnessing Big Data in Manufacturing: Unlocking Business Value and Innovation
- Manufacturing Analytics: Definition, Key Use Cases, and Tangible Benefits
- Comparing Nexus Integra with Leading IoT & Big Data Platforms