


Optimizing Laser Cutting Quality to Cut Secondary Finishing Costs
Optimizing Laser Cutting Quality to Cut Secondary Finishing Costs
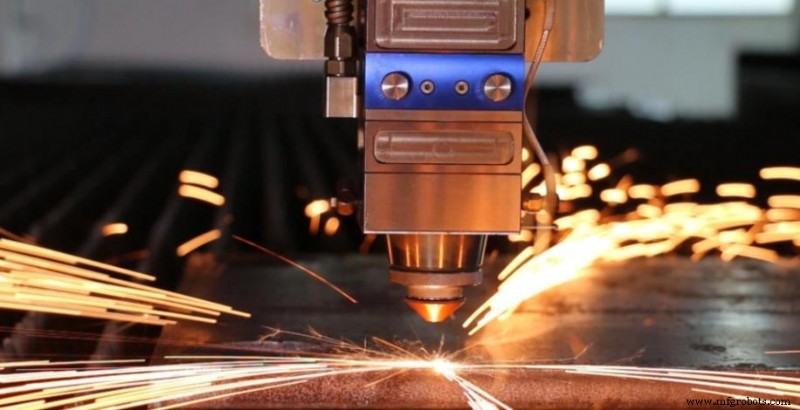
Laser cutting remains the industry’s go‑to method for high‑precision sheet‑metal work. Its true efficiency, however, hinges on delivering consistent edge quality. Poor edges force costly deburring, grinding, and rework that erode the time and material savings the process promises.
For most sheet‑metal jobs, edge defects stem from process settings, not the machine itself. This guide highlights the most frequent laser‑cutting problems, their root causes, and practical solutions that reduce post‑processing effort.
The Hidden Cost of Poor Laser‑Cut Edge Quality
- Labor‑Intensive Deburring: Manually removing laser burrs is slow and labor‑intensive. When it becomes a workflow step, you pay twice: once for cutting and again for post‑processing. The overhead accumulates quickly over a production run.
- Material Waste & Rejections: Rough edge geometry can compromise dimensional accuracy and cause fit‑up issues during assembly, leading to rejected parts and production delays.
- Compromised Aesthetics and Fit: Oxidized or uneven edges hinder welding and powder coating. Clean, consistent surfaces are essential for strong weld joints and a flawless finish.
Common Laser‑Cutting Defects and Their Causes
Most defects can be traced back to a handful of out‑of‑balance process factors. Identifying the root cause is the fastest way to resolve them.
Battling Dross and Burrs
Dross and burrs form when molten material isn’t fully cleared from the cut zone and re‑solidifies along the edge.
- Thermal Imbalance: With thicker stock, heat builds up at the bottom of the cut, preventing molten metal from escaping smoothly. First check and adjust the focal location and power settings.
- Gas Pressure Mismatch: Assist gas ejects molten material. Insufficient pressure leaves melt behind, resulting in burrs that must be ground off.

Striations and Rough Surface Finishes
Vertical striations on the cut edge often indicate that one or more cutting parameters need tweaking.
- Beam Quality and Focus Stability: A contaminated lens or slightly off focal point can spread the beam unevenly, producing irregular striations. Regular lens inspection and proper focus configuration make a measurable difference.
- Feed Rate Errors: Cutting too fast creates drag lines; cutting too slow over‑melts the material, widening the kerf and roughening the surface. The optimal speed varies with material type and thickness.
This table summarizes the most frequent defects, their primary root causes, and recommended fixes:
| Defect | Primary Root Cause | Fix |
|---|---|---|
| Hard Burrs (Dross) | Assist gas pressure too low / Focus too high | Increase gas pressure; lower focal point |
| Rough Striations | Cutting speed too fast | Reduce feed rate; check nozzle condition |
| Large Heat‑Affected Zone | Excessive heat input | Optimize power and cutting speed |
| Excessive Oxidation | Oxygen reaction too aggressive | Reduce oxygen pressure or switch to nitrogen |
4 Tips for Laser Cutting Optimization
Stopping defects at the source is far more efficient than correcting them later. Focus on these four areas for the best results.
- Optimize the Focal Position
For thicker materials, set the focus just below the top surface instead of directly on it. This small adjustment lets molten material flow out more easily, reducing dross and improving edge straightness. - Master Assist Gas Selection
The choice of gas has a bigger impact on edge quality than most operators realize. Nitrogen yields clean, oxide‑free edges on stainless steel and aluminum—ideal for appearance or coating adhesion. Oxygen, while exothermic and efficient for thick mild steel, leaves a slightly oxidized finish. - Find the Ideal Cutting Speed
The fastest feed rate isn’t always the best. Perform speed trials on sample cuts to determine the rate that produces the cleanest edge, not merely the quickest cycle time. - Keep Nozzles Clean and Centered
Worn or off‑center nozzles disturb assist‑gas flow, causing turbulence, uneven edges, and irregular kerf widths. Regular inspection and replacement of nozzles offer high returns with minimal effort.

Designing Parts for Flawless Laser Cutting
Process settings matter, but so does part design. A few small CAD tweaks can prevent a surprising amount of finishing work later.
- Avoid Sharp Internal Corners: Add small fillets to internal corners to prevent the laser from lingering and over‑melting the material.
- Respect the Hole‑to‑Thickness Ratio: As a rule of thumb, the hole diameter should be at least equal to the material thickness. Thicker stock with smaller holes tends to blow out and produce poor edge geometry.
- Maintain Adequate Spacing (Webbing): Cutting features that are too close together can build up heat and deform surrounding sheet. Leave sufficient material between cuts to preserve flatness and dimensional accuracy.
Building a Cost‑Efficient Laser Cutting Workflow
Reducing secondary finishing is often the fastest way to lower the true cost of laser‑cut parts. By fine‑tuning cutting parameters, selecting the right assist gas, and designing parts thoughtfully, manufacturers can achieve cleaner edges, higher throughput, and more predictable production costs.
JTR’s laser cutting service starts with a process that delivers parts ready for the next stage—no deburring bench needed. If you’re struggling with edge quality or want to streamline your sheet‑metal workflow, contact us to discuss your project.
Related Guides
Industrial Technology
- Why Chemical-Free PCBs Are the Future of Sustainable Electronics
- Black Oxide (Blackening) Explained: Benefits, Types & Applications – Junying Custom Metal Finishing
- Forging Defects Explained: Types, Causes, and Practical Remedies (With Illustrations)
- Heat Treatment Explained: Types, Methods & Benefits for Metals and Alloys
- Heat vs. Ultrasonic Insert Molding: Choosing the Right Process for Your Production
- 3 Key Benefits of Using Fusion 360's Nesting & Fabrication Extension
- Understanding Flatness Tolerance in GD&T: Ensuring Precise Part Manufacturing
- Warehouse Operators Turn to Location Tech to Accelerate E‑Commerce Fulfillment
- The 1N4148 Diode Explained: Key Specs, Equivalents, and Circuit Applications
- Tesla's Virtual Power Plant: Transforming the Global Energy Grid