


Direct Iron Ore Smelting (DIOS): Efficient, Coke‑Free Ironmaking
Direct Iron Ore Smelting Process for Ironmaking
Direct iron ore smelting (DIOS) process is a smelting reduction process for the production of hot metal (liquid iron). It is a two-stage process which has been developed in Japan. It uses non-coking coal in a powder or granular form to smelt iron ore fines into liquid iron (hot metal) and hence, there is no necessity of a coke ovens plant and a sintering plant. The ore fines are pre-reduced in a fluidized bed furnace and are charged in the smelting reduction furnace along with non-coking coal and fluxes. Oxygen is blown into the smelting reduction furnace.
The two stages of the DIOS process consists of (i) pre reduction of iron ore in preliminary reduction furnace (PRF), and (ii) the final reduction and melting in the smelting reduction furnace (SRF). The pre reduction of the ore is carried out in two steps utilizing the exhaust gas from the SRF. Each of the steps uses a fluidized bed reactor which is designed as a vertical furnace.
The development of the DIOS process started in 1988 in Japan as a joint research project among eight iron manufacturing companies who had, prior to 1988, been studying the smelting-reduction process individually. This project was sponsored by MITI, the Japanese Ministry of International Trade and Industry. Japanese companies and Japan Iron and Steel Federation (JISF) actively supported the development of the process during the period of 1988 to 1996.
Core technology study necessary for the construction of the pilot plant was done during the period 1988 to 1990. During this period core technologies were established. These core technologies include (i) an increase in the thermal efficiency of a SRF, (ii) the technology to be integrated with a PRF, (iii) the technology for the liquid slag discharge, and (iv) the scale-up of the SRF. A pilot plant of 500 tons per day capacity based on the process concept was constructed and commissioned during 1993 at Keihin works of NKK Corporation (now part of JFE holding). For the pilot plant test, the SRF used was a modified 250 t basic oxygen furnace.
The pilot plant tests were carried out during the period 1993 to 1995. The possibility of directly using iron ore dust, granular ore, and coal was confirmed during the pilot plant tests. However, during the two year test, many valuable experiences were gained, most of them were positive and some were negative. The negative experiences witnessed during the pilot plant tests were as follows.
- There was low pre-reduction level, usually below 30 %. This brought heavy pressure on the SRF.
- Movement of iron ore in the fluidized bed was not smooth and sticking problem was observed in the fluidized bed of the PRF.
During the pilot plant tests, the necessary equipment specifications were determined. With various raw materials, the equipment and operating specifications to achieve high thermal efficiency, as an alternative to the blast furnace, were determined. Also, the technology for water-cooling the furnace body was established. A conceptual design and an economic evaluation (feasibility study) for commercial facilities were conducted. The conditions of the facilities and of the operations to prove the superiority versus the blast furnace, as shown in the results of the research, were clarified.
Based on the pilot plane data, a feasibility study was carried out in Japan along with the performance parameters for 6000 tons per day commercial plant (annual capacity 2 million tons). The flow sheet for this plant is at Fig 1. When compared with the 2 million tons hot metal production by the blast furnace process it was noticed that (i) investment cost is reduced by 35 %, (ii) hot metal production cost is decreased by 19 %, (iii) coal consumption is in the range of 730 kg/tHM to 750 kg/tHM (ton of hot metal) which is equivalent to that of the blast furnace process, (iv) net energy consumption is decreased by 3 % to 4 %, and (v) CO2 emissions in the iron making process is decreased by 4 % to 5 %.
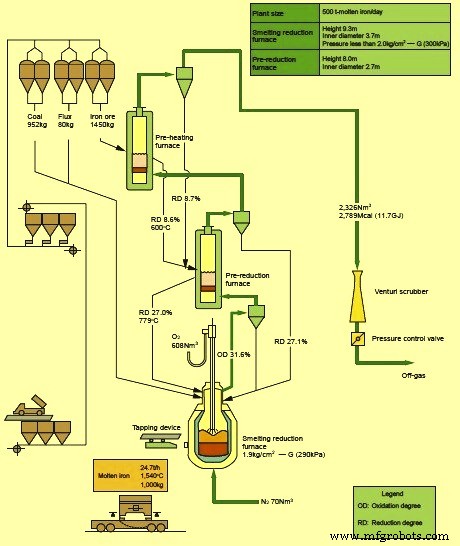
Fig 1 Flow sheet of 6000 tons per day DIOS plant
Process description
DIOS process has the characteristics of (i) iron ore and coal fines can be directly used, (ii) there is no requirement of coke and hence there is no restriction on the kind of coal used in the process, (iii) process can be stopped and restarted easily and hence good flexibility and (iv) the intensity of bath stirring can be optimized for higher degree of post-combustion and for better heat transfer efficiency.
Iron ore fines (size 0-8 mm) without sintering are preheated to around 500 deg C in the first step of the pre-reduction and reduced by around 5 % in the first of two fluidized bed reactors operating in series and further pre-reduced to around 15 % to 25% in the second reactor. For this pre-reduction, cleaned exhaust gas from the SRF is used. The temperature of the iron ore reaches around 800 deg C during the second step of pre-reduction. The pre-reduced ore is transferred to the SRF for final reduction and melting.
Most of the non-coking coal (size less than 25 mm) needed for the process is charged by gravity in the SRF. Oxygen is injected into the SRF from the top for combustion of primary coal as well as for post-combustion. The oxygen lance is designed to provide both high velocity oxygen for carbon oxidation (hard blow) and lower velocity oxygen for post-combustion in the freeboard (soft blow) simultaneously. The generated carbon monoxide (CO) is used to pre-reduce the iron ore in the PRF. Temperature in the SRF is around 1500 deg C. Nitrogen is blown into the bottom of the SRF for bath stirring.
Reduction of molten iron oxides in SRF is promoted by the carbonized coal that is char, and containing carbon in iron. Three layers of material exist inside the SRF. These layers are (i) top layer consisting of mixture of coal and partially reduced ore, (ii) middle layer consisting of molten slag containing coal chars and molten ore, and (iii) bottom layer consisting of hot metal. Dust removed from the exhaust gases of the SRF and the fines removed from the gases leaving the fluidized bed reactors (both of PRFs) are injected back into the SRF. In addition, a small amount of coal fines, of the order of 50 kg per ton of hot metal production, is injected into the exhaust gas of SRF to cool the exhaust gas. Carbon of this coal reacts with CO2 of exhaust gas to give CO while the dissociation of the volatile matter of coal provides CO and H2. This additional amount of CO and H2 helps in the pre-reduction of ore in PRF.
The aim of the process is to achieve post-combustion of around 40 %, and pre-reduction of around 20 % to 30 %. Under these conditions the coal consumption is expected to be around 700 kg/ tHM to 800 kg/tHM depending on the type of non-coking coal. Normally coal consumption is higher with coals having high volatile matter.
The DIOS process operates at a pressure of 1 kg/sq cm to2 kg/sq cm and uses top feed of coal and ore. It uses a top lance for oxygen injection and has a fluidized bed system for iron ore pre-reduction. In the SRF, most of the reduction occurs in a foamy slag layer. The calorific value of export gas is around 1000 -1100 kcal/N cum. This gas can be used for power generation.
For the DIOS process to be successful, there are six basic elements of the process which are required to be controlled. Also, there is necessity to control the interaction between these six elements. These basic six elements of the DIOS process are given below.
- Pre-reduction degree – Higher is the degree of pre-reduction, lower is the load on the SRF.
- Post-combustion ratio – Post-combustion ratio determines the degree of post-combustion of the evolving gases in SRF. It is used for the evaluation of the heat generation potential of the SRF, and also means the reducing potential of exhaust gas in the stage of pre-reduction. Practically, it is determined by the analysis of the exhaust gas. If the post-combustion ratio is high, then the exhaust gas coming out of the SRF has more of CO2 and H2O, thereby decreasing its potential as a reducing gas. It is observed that with around 50 % post-combustion and a pre-reduction level of 25 % to 30 %, good efficiency of SRF can be achieved. High value of post-combustion leads to utilization of fuel value of CO and H2 more in the smelting reactor itself. Hence, it lowers the consumption of coal.
- Reaction kinetics – Because of blowing of oxygen in the SRF, the time for the process to complete is rather short and the reaction kinetics is important. The rate of production in SRF is dependent on the reaction kinetics.
- Heat transfer efficiency or energy efficiency – The heat transfer efficiency is defined as the ratio of the heat effectively used for smelting to the total heat generated in the SRF. For better fuel efficiency, it is necessary that the heat generated in post-combustion is effectively transferred to slag and hot metal to sustain endothermic reactions taking place there and also to counter the heat losses.
- Cost of production – For the process to be competitive, the cost of production is to be controlled so that it is lower than the cost of production of hot metal produced by blast furnace process.
- Environmental aspects – Emissions from the process are to be controlled so that it offers advantages over blast furnace route.
Process parameters and specific consumptions
Typical values for the process parameters and specific consumption are given in Tab 1.
| Tab 1 Typical values for process parameters and specific consumption | |||
| Sl. No. | Parameter | Unit | Value |
| 1 | Typical analysis of non-coking coal | ||
| Volatile matter | % | < 40 | |
| Fixed carbon | % | 60-88 | |
| Moisture | % | 4-6 | |
| Ash | % | 8-12 | |
| Sulphur | % | <0.6 | |
| Particle size | % | <30 | |
| 2 | Pre-reduction of ore | % | 20-30 |
| 3 | Oxygen consumption | N cum/tHM | Around 500 |
| 4 | Coal consumption | kg/tHM | 700-800 |
| 5 | Electricity consumption | kWh/tHM | Around 75 |
| 6 | Low pressure steam consumption | kg/tHM | Around 80 |
| 7 | Exhaust gas | ||
| Quantity | N cum/tHM | Around 1800 | |
| Calorific value | kcal/N cum | 1000-1100 | |
| 8 | Energy output | M cal/tHM | Around 1850 |
| 9 | Low pressure steam generation | kg/tHM | Around 700 |
| 10 | Electricity generation | kWh/tHM | Around 30 |
| 11 | Typical Composition of exhaust gas | ||
| H2 | % | 15 | |
| CO | % | 30 | |
| CO2 | % | 20 | |
| N2 | % | 15 | |
| H2O | % | 20 | |
The typical quality of hot metal produced by DIOS process consists of C- around 3.5 %, Si – less than 0.05 %, S – less than 0.05 %, and P – 0.10 %. Both the hot metal and slag are tapped through a tap hole.
Comparison of DIOS process and BF process with respect to energy balance and CO2 emissions is shown in Fig 2.
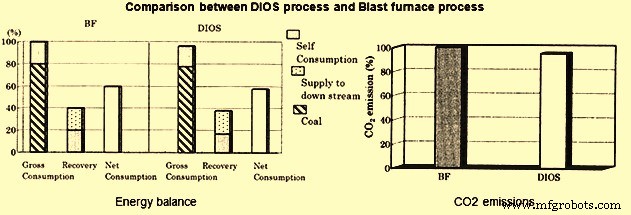
Fig 2 Comparison between DIOS process and BF process
Advantages and limitations of the process
DIOS has the following advantages.
- It utilizes inexpensive raw materials and fuel (non-coking coal, in-house dust, etc.).
- The process eliminates the need of a sintering plant and coke oven plant.
- Low cost of operation.
- Low direct consumption of electrical power.
- It has lower net energy consumption.
- It is flexible with respect to use of raw materials and variations in production rate as well as with respect to the stopping and starting of the plant.
- It is compact and needs only small incremental investment.
- Investment costs are estimated to be around 65 % of the equivalent hot metal production by blast furnace process.
- It is stable and produces high-quality supply of hot metal.
- It contributes to the effective use of coal energy.
- Easy co-production of energy (co-generation) is feasible.
- It has low environmental load (low SOx, NOx, CO2, dust generation, no coke oven gas leaks).
DIOS process has the following limitations.
- Tapping temperature is high. It is in the range of 1750 deg C to 1800 deg C.
- The refractories wear is high because of high temperatures. Because of it, there is high refractory consumption and high process down time which is needed for relining.
- Because of the use of three reactors (2 numbers PRFs and one number SRF) in the process, the controls of the process are a little complex.
- Since the pre reduction level is low (less than 30 %) hence the load on SRF is high, thus making the operation of SRF very critical for the success of the process.
- Experience in operating a scale-up plant is lacking in the absence of investment in the scale-up plant.
Midrex: Leading Gas‑Based Direct Reduction of Iron Ore Romelt Ironmaking Process: Efficient Smelting Reduction for Liquid Iron Production
Manufacturing process
- HIsmelt: Advanced Direct Smelting for Liquid Iron Production
- HIsarna Ironmaking Process: Ultra‑Low‑Carbon Steel Production
- Tecnored: Innovative Coke‑Free Ironmaking Process
- Energiron HYL Process: Advanced Direct Reduction of Iron Ore to High-Quality DRI
- Midrex: Leading Gas‑Based Direct Reduction of Iron Ore
- Romelt Ironmaking Process: Efficient Smelting Reduction for Liquid Iron Production
- Redsmelt: Advanced Two‑Step Iron Production
- Step-by-Step Guide to Producing High-Quality Iron Carbide (Fe3C)
- PERED Direct Reduction Technology – Accelerated, Energy‑Efficient Iron Production
- Iron Ore Smelting Explained: Process, Principles, and Production