


Grinding Wheels Explained: History, Materials, and Manufacturing Process
Background
Grinding wheels are engineered tools composed of abrasive grains bonded into a matrix. While hobbyists know them from their shopbenches, the broader public often remains unaware, as these wheels are primarily industrial staples that have driven manufacturing for over 150 years.
In production environments, grinding wheels offer a precise, efficient means to shape and finish metals and other substrates. Abrasives are often the only method to achieve tight tolerances and superior surface finishes. In the United States, grinding wheels are ubiquitous: they cut steel and masonry, sharpen blades and drill bits, and prepare surfaces for painting or plating. Their role is critical in high‑precision components such as automotive camshafts and jet engine rotors, and in the manufacture of bearings, ceramics, and composites.
The earliest abrasives were natural, like sandstone – quartz grains cemented together – used to hone flint axes. By the early nineteenth century, emery (an iron‑containing mineral with corundum) was employed to cut metals. However, emery’s variable quality and import challenges spurred the search for a more reliable abrasive.
In the 1890s, silicon carbide emerged as a synthetic alternative, harder than corundum. Manufacturers soon mastered synthetic corundum (aluminum oxide), offering a more consistent abrasive than natural minerals. Subsequent research produced super‑abrasives such as synthetic diamond and cubic boron nitride (CBN), second only to diamond in hardness. Recent advances include seeded‑gel aluminum oxide, further expanding the toolbox.
Throughout history, the bond that holds abrasive grains together has been as vital as the grains themselves. Early bonds used rubber or clay; by the 1870s, vitrified (glass‑like) bonds were patented, and modern wheels rely on continuous refinements of the bonding matrix.
Grinding wheels span a vast range of sizes – from less than 0.25 in. (0.63 cm) to multi‑foot diameters – and come in shapes such as flat discs, cylinders, cups, cones, and profile‑cut wheels. This article focuses on vitrified wheels, which are composed of a ceramic bond encapsulating abrasive grains.
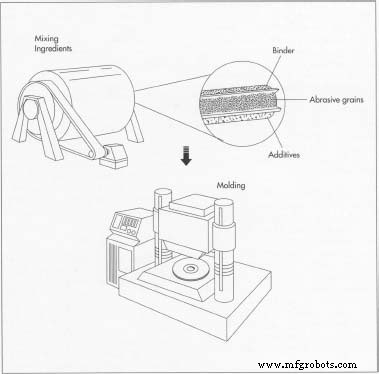
Manufacturing begins by mixing the core ingredients. Some plants combine all materials in a single mixer, while others stage the process: first blending abrasive grains with a binder, then adding powdered bonding material and tumbling the mixture. The blend is then poured into a mold and compacted by a hydraulic press.
Raw Materials
The two essential components of a grinding wheel are abrasive grains and bonding material. Additives are blended to tailor the wheel’s performance for specific applications.
Abrasive grains dominate the wheel’s cutting action. Their hardness, measured on the Mohs scale (talc = 1, gypsum = 2, corundum = 9, diamond = 10), and friability – the tendency to fracture cleanly – determine how the wheel behaves on a given workpiece.
Designers consider friability carefully. While diamond is the hardest material, it reacts chemically when cutting steel, making it unsuitable as a primary abrasive. Silicon carbide shares this drawback. Aluminum oxide, though less hard, offers superior performance on iron and steel and is preferred for metal cutting, while being less effective on non‑metallic materials.
When the correct abrasive is selected, its friability remains consistent against the target material. This allows the wheel to “self‑sharpen” during use, maintaining a sharp edge throughout the grinding cycle.
Early wheels used natural minerals, but modern wheels almost exclusively use synthetic abrasives. The bonding matrix holds the grits in place and creates open space between them. Bond hardness is distinct from abrasive hardness. Soil bonds allow grains to fracture easily, resulting in soft‑cutting, short‑life wheels that produce rough finishes. Hard bonds restrict grain fracture, yielding durable wheels that produce finer finishes but require more force and generate more heat.
Bonding agents vary: organic materials (rubber, shellac, resin) and inorganic materials (clay). Vitrified bonds are used for precision wheels with medium to fine grains; resin bonds are common in masonry or steel‑cutting wheels. Generally, vitrified bonds pair with fine grains for precision work, while resin bonds accommodate coarse grains for heavy material removal.
Additives also control porosity – the open spaces within the bond that allow chips and coolant to pass. Adequate porosity prevents wheel loading and maintains cutting efficiency. Historically, sawdust, crushed nut shells, and coke were used; today, volatile additives like naphthalene‑wax vaporize during firing, creating the desired pore structure.
Additional grinding aids, such as sulfur or chlorine compounds, inhibit microscopic metal welding, enhancing metal‑cutting performance.
The Manufacturing Process
Most grinding wheels are produced by cold‑pressing, where the mix is shaped at room temperature. The specifics differ by wheel type and manufacturer, with many steps automated for mass production.
Mixing the Ingredients
- 1. Precise quantities of abrasives, binders, and additives are measured according to a strict formula. A binder, typically a water‑based wetting agent for vitrified wheels, coats abrasive grains to improve adhesion and shape retention until the bond hardens. Some manufacturers mix all components in one vessel; others perform staged mixing.
- The blend must be free‑flowing and evenly distribute grains to ensure uniform cutting and minimal vibration, especially critical for large or non‑standard shaped wheels.
Molding
- 2. For an annular disc, the mixture is poured into a four‑piece mold: a circular pin matching the arbor hole, a shell with a 1‑inch (2.5 cm) wall twice the desired wheel thickness, and two flat plates with matching diameters. A straight‑edge pivot spreads the mix evenly.
- 3. Using 100–5,000 psi for 10–30 seconds, a hydraulic press compacts the mixture into the wheel’s final shape. Gage blocks or consistent pressure control ensure uniform thickness.
- 4. After mold removal, the wheel sits on a heat‑proof carrier. Final shaping occurs here; lighter wheels can be handled manually, heavier ones require a hoist or careful transport to the kiln.
Firing
- 5. Firing melts the binder around the abrasives and stabilizes it against heat and solvents. Resin‑bonded wheels fire at 300–400 °F (149–204 °C); vitrified wheels fire at 1,700–2,300 °F (927–1,260 °C).
Finishing
- 6. Post‑firing, wheels undergo finishing: arbor holes are reamed or cast to specification, circumference is centered, thickness or parallelism is corrected, and special contours are added. Large wheels may be balanced to reduce vibration. After labeling, wheels are ready for shipment.
Quality Control
Grinding wheels are consumable items; performance standards vary by application. Manufacturers voluntarily adhere to domestic and international standards covering grain sizing, labeling, and safe use.
Quality control intensity depends on wheel size, cost, and intended use. Large wheels (>6 in.) undergo rigorous testing: acoustical tests assess stiffness, hardness tests confirm bond hardness, and spin tests evaluate structural integrity. Inspecting raw materials and production processes ensures consistency across batches.
The Future
Manufacturing trends shape wheel demand. Continuous casting in steel production has reduced the need for certain wheel types, while productivity pressures push markets toward synthetic abrasives like seeded‑gel aluminum oxide and CBN. The growing use of ceramics and composites also elevates demand for advanced grinding wheels.
However, adoption of new abrasive minerals is slowed by existing equipment and procedures that are not yet optimized for them. Traditional abrasives will likely continue to serve many applications.
Alternative technologies are emerging: polycrystalline super‑abrasives (diamond or CBN) and diamond‑film chemical vapor deposition (CVD) promise longer‑lasting cutting tools, potentially reducing the reliance on abrasive wheels.
Manufacturing process
- Spinning Wheels: History, Craftsmanship, and Modern Production
- Ferris Wheel: History, Design, and Manufacturing Insights
- Understanding Grinding Wheel Theory: Key Relationships for Metalworking Efficiency
- Industrial Wheels 101: Choosing the Right Track System for Your Facility
- Understanding Grinding Wheels: Key Components and Applications
- Precision Machine Shops: Mastering Grinding for Superior Metal Finishing
- How to Choose the Perfect Grinding Wheel for Optimal Performance
- Surface Grinding: Traditional Techniques for Precision
- PLC Surface Grinder Fundamentals: Precision Finishing for Metals & Non-Metals
- A Comprehensive Guide to Automobile Steering Wheels