


Fanuc G83 Peck Drilling Cycle – Deep Hole Drilling Guide
G83 Peck Drilling Cycle G-code is modal so that it is activated every X and/or Y axis move, and it will rapid to that position and then cause this canned cycle (Drilling) to be executed again, until it’s canceled (G80).
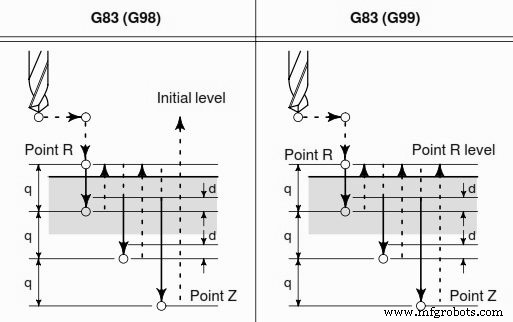
G83 Deep Hole Peck Drilling Cycle Operation
G83 Deep Hole Peck Drilling Cycle for Fanuc
As G83 is a Peck drilling cycle so the depth for each peck in G83 drilling cycle will be the amount defined with Q.
The tool will take the peck (Q deep)
Then the tool will rapid up to the R plane after each peck
and then back in for the next peck
until Z depth is reached.
Use G98 and G99 for the Z position clearance location for positioning between holes.
G83 Peck Drilling Cycle Format
G83 X_ Y_ Z_ R_ Q_ F_ K_ ;
X Y – Hole position data
Z – Z-depth (feed to Z-depth starting from R plane)
R – Position of the R plane
Q – Depth of cut for each cutting feed (depth of each peck)
F – Cutting feedrate
K – Number of repeats (if required)
A complete cnc programming example of G83 Peck drilling cycle G81 Drilling Cycle G83 Peck Drilling with G98 G99 Example Program
CNC Machine
- Efficient Peck Drilling on a Fanuc CNC Lathe Using G74 Cycle
- CNC Sample Program: G83 Peck Drilling with G70 Bolt Hole Circle for Evenly Spaced Deep Holes
- Master G83 Peck Drilling Cycle: Efficient Deep Hole Machining Example
- Master G83 Deep Hole Peck Drilling on Haas CNC for Precision & Efficiency
- Fanuc G73 High-Speed Peck Drilling: Efficient Chip Break Cycle for CNC Milling
- Optimizing Fanuc G81 Drilling Cycle for Efficient Spot Drilling
- Mastering the Fanuc G82 Drilling Cycle: Precision Counterboring for Accurate Depths
- Master the Fanuc G83 Peck Drilling Cycle for Deep‑Hole Efficiency
- Custom Fanuc Macro for Precise Peck Drilling on Lathes
- ECS G83/r Deep Drilling Cycle with Dwell for Efficient Chip Breaking