


Master G82 Drilling Cycle with Dwell – CNC Milling Example Program
G82 drilling cycle with dwell can be used for normal drilling where bottom of the hole need more accurate machining.
Otherwise if you just want a drilling cycle without a dwell time at the bottom of the hole G81 drilling cycle is a big time saver.
Following is a cnc programming example which illustrates the use of G82 Drill cycle.
G82 Drilling Cycle CNC Milling Example Program
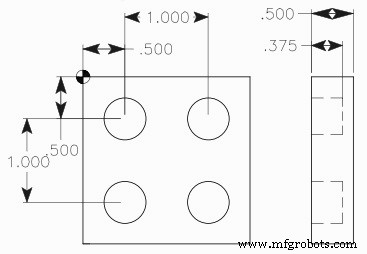
G82 Drilling Canned Cycle with Dwell CNC Milling Example Program
O10076 N10 T11 M06 N20 G90 G54 G00 X0.5 Y-0.5 N30 S1200 M03 N40 G43 H11 Z1. M08 N50 G82 G99 Z-0.375 P1 R0.1 F7.5 N60 X1.5 N70 Y-1.5 N80 X0.5 N90 G80 G00 Z1. M09 N100 G53 G49 Z0. M05 N110 M30
Note N50 – CNC machines with Fanuc cnc control will use P1000 instead of P1 which is used for Haas CNC machines.
Fanuc G83 Peck Drilling Cycle – Deep Hole Drilling Guide
Comprehensive Hurco Lathe G‑Code Reference for Dual‑Screen & Max Consoles
CNC Machine
- Example Program: G81 & G83 Peck Drilling with G98/G99 Return Levels
- CNC Milling Example: Mastering the G81 Drilling Canned Cycle
- Fanuc CNC G81 Drilling Cycle Program – Step-by-Step Example
- Beginner CNC Slot Milling Program: Simple Example & Step‑by‑Step Guide
- Optimizing CNC Drilling: G81 Cycle on Grid Plate – Practical Sample Program
- Master G81 Drilling Cycle with G91 Incremental Mode: Step-by-Step Example Program
- Master the G84 Tapping Cycle: Practical CNC Programming Guide
- Comprehensive CNC Program: G81 Drilling & G84 Tapping Cycles Demonstrated
- CNC Lathe Drilling Cycle Example: Sinumerik CYCLE81 for Efficient Machining
- CNC Milling Arc Example: Using G2 with I & J Parameters