


Master the G84 Tapping Cycle: Practical CNC Programming Guide
G84 tap cycle is one of the mostly used function of CNC machining centers.
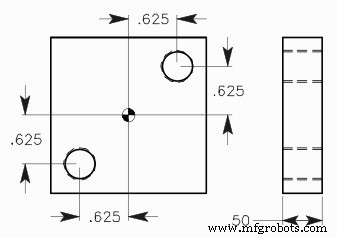
This G84 tapping cycle example program illustrates the use of tapping in an easy to understand way.
G84 tapping cycle is a modal G-code, so is cancelled with G80 otherwise it will execute tap operation on every X and/or Y move.
G84 Tapping Cycle Format
G84 X_ Y_ Z_ R_ F_
X Y – Hole position data
Z – Z-depth (feed to Z-depth starting from R plane)
R – Position of the R plane
F – Cutting feedrate
A complete article about G84 read G84 Tapping Cycle – CNC Mill Programming
Another related article Deep Hole Tapping with Chipbreaking or Peck Tapping with G84
G84 Tapping Cycle Sample CNC Program
G84 Tapping Cycle Example
O100 (G84 R.H. Tapping Cycle) N1 T18 M06 N2 G90 G54 G00 X0.625 Y0.625 N3 S500 M03 N4 G43 H18 Z1. M08 N5 G84 G99 Z-0.65 R0.1 F35.7143 N6 X-0.625 Y-0.625 N7 G80 G00 Z1. M09 N8 G53 G49 Z0. M05 N9 M30
Explore Sandvik Coromant's Comprehensive Online Product Catalogue
Mastering Deep Hole Tapping on Haas CNC: Chip Breaking & Peck Techniques
CNC Machine
- Master the Fanuc G75 Grooving Cycle: Step-by-Step CNC Program Guide
- Fanuc CNC Programming Guide: A Simple, Feature‑Rich Example
- Fanuc G90 Turning Cycle: CNC Program Example for Efficient Turning Operations
- Haas G71 Roughing Cycle Program Example for Inside Roughing
- CNC Milling Example: Mastering the G81 Drilling Canned Cycle
- Fanuc CNC G81 Drilling Cycle Program – Step-by-Step Example
- Comprehensive Fanuc G94 Facing Cycle Example for CNC Machining
- Comprehensive CNC Program: G81 Drilling & G84 Tapping Cycles Demonstrated
- CNC Lathe Drilling Cycle Example: Sinumerik CYCLE81 for Efficient Machining
- Fanuc G84 Tapping Cycle: Complete Guide & Syntax