


Haas G71 Roughing Cycle Program Example for Inside Roughing
Haas cnc lathe uses one-line syntax of G71 roughing canned cycle.
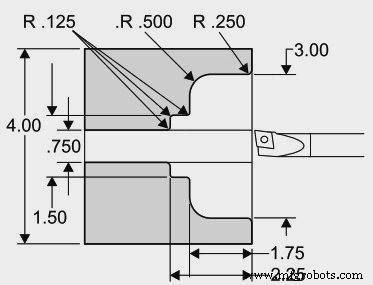
This cnc program example shows the use of G71 turning cycle for ID roughing (Inside roughing).
You might like
- G71 Rough Turning Cycle One-line Format
- CNC Fanuc G71 Turning Cycle or Stock Removal Canned Cycle (Two-line format)
- Fanuc G70 G71 Rough and Finish Turning Cycle Program Example
- CNC Programming Example with Fanuc G71 Rough Turning Cycle and G70
1 – A boring bar is used for the whole the roughing operation with G71 Rough Turning Cycle.
2 – Same boring bar is used for finish cut with G70 Finishing Cycle.
Example of using a Haas G71 for I.D. Roughing and Finishing.
Haas CNC Program Example
Haas G71 Example Program
O1136 N1 T101 N2 G97 S2000 M03 N3 G54 G00 X0.7 Z0.1 M08 N4 G71 P5 Q12 U-0.01 W0.005 D0.08 F0.01 N5 G00 X4.5 N6 G01 X3. R.25 F.005 N7 Z-1.75 R.5 N8 X1.5 R.125 N9 Z-2.25 R.125 N10 X.75 R.125 N11 Z-3. N12 X0.73 N13 G70 P5 Q12 N14 M09 N15 G53 X0 G53 Z0 M30
Haas CNC Program Explanation
N1 – Tool 1 Offset 1
N3 – Rapid to start position
N4 – U is a minus for G71 I.D. Roughing
N5 – N5 is start of part path geometry defined by P5 in G71 line
N12 – N12 is end of part path geometry defined by Q12 in G71 line
N13 – G70 Defines a finish pass for lines P5 through Q12
N15 – To send machine home for a tool change
CNC Machine
- Master the Fanuc G75 Grooving Cycle: Step-by-Step CNC Program Guide
- Fanuc G70 & G71 Roughing & Finishing Turning Cycle CNC Program Example
- Fanuc CNC G81 Drilling Cycle Program – Step-by-Step Example
- Comprehensive Fanuc G94 Facing Cycle Example for CNC Machining
- Fanuc G72 Facing Cycle Demo – Step-by-Step CNC Programming Guide
- Haas CNC G71 Bolt Hole Arc Command – Practical Example for Efficient Hole Drilling
- Master the G84 Tapping Cycle: Practical CNC Programming Guide
- Sinumerik L93 Recessing Cycle: Sample CNC Program for Groove Machining
- Haas G150 Pocket Milling Program: Step‑by‑Step Example for a 5mm×5mm×0.5mm Square Pocket
- Complete CNC Lathe G71 Stock Removal Cycle – NCT Control Programming Example