


Haas Corner Rounding & Chamfering Program Example – Step‑by‑Step CNC Workflow
Submit by: CNC Programmer
Summary
Haas Corner Rounding and Chamfering
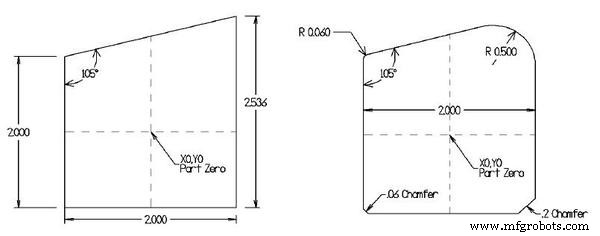
For chamfers ,C with the length of the chamfer indicated is used.
For radii a ,R with the size of the radius indicated.
The chamfering or corner rounding block may be inserted between two linear or G01 blocks. These two blocks specify a corner of the intersection of the two linear moves.
Drawing/Image
CNC Program
O00025 T2 M06 (.5 END MILL) (D=.5) G00 G90 G54 X-1.5 Y0 S5000 M03 G43 H02 Z1. M08 G01 Z-0.5 F80. G01 G41 D02 Y-0.5 F80. G03 X-1. Y0 R0.5 F50. G01 Y1. ,R0.06 G01 X1. Y1.5359 ,R0.5 G01 Y-1. ,C0.2 G01 X-1. ,C0.06 G01 Y0 G03 X-1.5 Y0.5 R0.5 G01 G40 Y0 G00 G90 Z0.1 M09 G53 Z0 M30
ECS G81 Standard Drilling Cycle: Precision Data Entry & Parameter Settings
Fanuc G43, G44 & G49: Mastering Tool Length Compensation
CNC Machine
- Fanuc CNC Programming Guide: A Simple, Feature‑Rich Example
- Haas G71 Roughing Cycle Program Example for Inside Roughing
- Mastering G01: Chamfer & Corner Rounding in CNC Programming
- CNC Programming: Chamfer & Radius Using G01 G-Code
- Haas CNC Programming: Corner Rounding & Chamfering Using G01 C & R
- Master G01 Chamfering & Rounding on Mori Seiki DuraTurn – Step‑by‑Step CNC Programming Guide
- NUMS 322T CNC Program Example – Comprehensive G‑Code for CNC Machining
- Haas G150 Pocket Milling Program: Step‑by‑Step Example for a 5mm×5mm×0.5mm Square Pocket
- Haas Mill G107 Cylindrical Mapping Program Example – Step‑by‑Step CNC Code Guide
- Mitsubishi CNC Corner Chamfering and Rounding: Precision Corner Processing