


Haas G150 Pocket Milling Example: CNC Program for a Square Pocket with Island
Submit by: cnc programmer
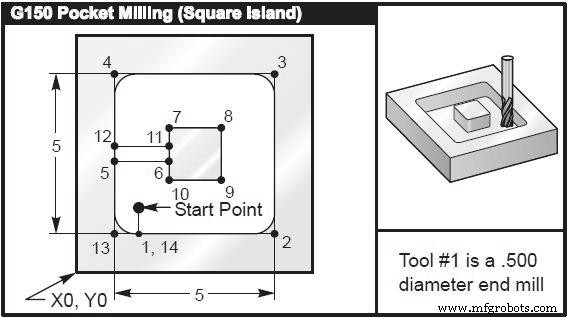
Drawing/Image
CNC Program
(5.0 x 5.0 x 0.500 DP. Square Pocket with Square Island) Main Program % O02010 T1 M06 (Tool is a 0.500” diameter endmill) G90 G54 G00 X2. Y2. (XY Start Point) S2500 M03 G43 H01 Z0.1 M08 G01 Z0.01 F30. G150 P2020 X2. Y2. Z-0.5 Q0.5 R0.01 I0.3 K0.01 G41 D01 F10. G40 G01 X2.Y2. G00 Z1.0 M09 G53 G49 Y0. Z0. M30 Subprogram % O02020 (Subprogram for G150) G01 Y1. (1) X6. (2) Y6. (3) X1. (4) Y3.2 (5) X2.75 (6) Y4.25 (7) X4.25 (8) Y2.75 (9) X2.75 (10) Y3.8 (11) X1. (12) Y1. (13) X2. (14) (Close Pocket Loop) M99 (Return to Main Program) %
Comprehensive Siemens Sinumerik CNC Program Example for Precise Machining
Haas G150 Pocket Milling Program: Step‑by‑Step Example for a 5mm×5mm×0.5mm Square Pocket
CNC Machine
- L930 Circular Pocket Milling Program for Sinumerik 840/840C CNC Machines
- Haas M98 Subprogram Call: Practical Guide & Sample Code
- Master Haas CNC M97 Local Sub-Program Calls: Step-by-Step Example
- Mastering Pocket Milling with Heidenhain CNC Programming
- Heidenhain CNC Milling Program Example – Step-by-Step Guide
- CNC Pocket Milling Example: Peck Milling Tutorial
- Haas G150 Pocket Milling Program: Step‑by‑Step Example for a 5mm×5mm×0.5mm Square Pocket
- Haas G150 Pocket Milling Example: Precision Round Island Machining
- Mastering Haas CNC Circular Interpolation: Practical G02/G03 Programming & Examples
- Comprehensive NUM CNC Milling Program: G45 Pocket Milling, G81 Center Drilling, G84 Tapping, and G87 Chip-Breaking Drilling