


Haas Mill G107 Cylindrical Mapping Program Example – Step‑by‑Step CNC Code Guide
Submit by: Machinist
Drawing/Image
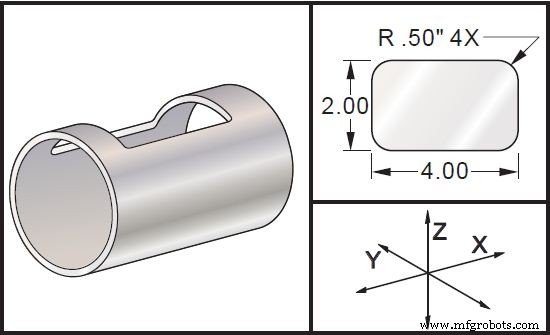
CNC Program
(G170 parameters) (X X-axis command) (Y Y-axis command) (Z Z-axis command) (A A-axis command) (Q Diameter of cylindrical surface) (R Radius of rotary axis) % O0079 (G107 TEST) T1 M06 (.625 DIA. 2FL E.M.) G00 G40 G49 G80 G90 G28 G91 A0 G90 G00 G54 X1.5 Y0 S5000 M03 G107 A0 Y0 R2. (IF NO R OR Q VALUE, MACHINE WILL USE VALUE IN SETTING 34) G43 H01 Z0.25 G01 Z-0.25 F25. G41 D01 X2. Y0.5 G03 X1.5 Y1. R0.5 G01 X-1.5 G03 X-2. Y0.5 R0.5 G01 Y-0.5 G03 X-1.5 Y-1. R0.5 G01 X1.5 G03 X2. Y-0.5 R0.5 G01 Y0. G40 X1.5 G00 Z0.25 M09 M05 G91 G28 Z0. G28 Y0. G90 G107 M30 %
Fanuc 21i CNC Program: Socket Threading Exercise
Mitsubishi CNC G07.1 Cylindrical Interpolation Program – Complete Example & Code
CNC Machine
- Haas G71 Roughing Cycle Program Example for Inside Roughing
- Haas CNC G71 Bolt Hole Arc Command – Practical Example for Efficient Hole Drilling
- Haas M98 Subprogram Call: Practical Guide & Sample Code
- Master Haas CNC M97 Local Sub-Program Calls: Step-by-Step Example
- Step-by-Step Guide: Mill a Full Circle on CNC Machines Using Practical G‑Code
- Beginner’s Guide to G‑Code Milling: A Practical Sample Program
- Haas G150 Pocket Milling Program: Step‑by‑Step Example for a 5mm×5mm×0.5mm Square Pocket
- Fanuc G07.1 Cylindrical Interpolation Program Example: Step-by-Step CNC Code
- Haas Corner Rounding & Chamfering Program Example – Step‑by‑Step CNC Workflow
- CNC Cylindrical Interpolation Program Example: Cutting Multiple Joint Arcs