


L930 Circular Pocket Milling Program for Sinumerik 840/840C CNC Machines
For cnc machinists who work on Siemens Sinumerik 840 840C controls, here is a program example to mill a circular pocket on their cnc milling machines.
Although Sinumerik L930 Milling Circular Pocket cycle has many R parameters, most of them are self explanatory you might find a brief articles about L930 cycle here L930 Milling Circular Pocket – Sinumerik 840 840C Programming.
L930 Milling Circular Pocket CNC Program Example
L930 Milling Circular Pocket
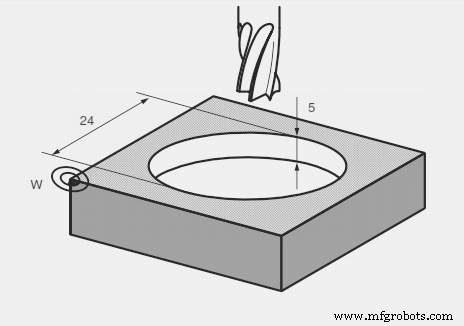
N10 G90 G0 X50 Y30 Z20 D05 T04 S600 M03
N20 R1=2.5 R2=2 R3=-5 R6=3
R15=300 R16=100 R22=50 R23=30
R24=12 L930 P1
N30 Z50
N40 M30
Fanuc G72 Facing Cycle: One-Line Format for 10T/11T/15T Controllers
Master L930 Milling Circular Pocket on Siemens Sinumerik 840/840C – Step‑by‑Step Guide
CNC Machine
- Master L930 Milling Circular Pocket on Siemens Sinumerik 840/840C – Step‑by‑Step Guide
- Siemens Sinumerik 4‑Axis Milling Program: A Practical CNC Example
- Basic Heidenhain Milling Program Example: Step‑by‑Step CNC Code
- Mastering Pocket Milling with Heidenhain CNC Programming
- Heidenhain CNC Milling Program Example – Step-by-Step Guide
- CNC Pocket Milling Example: Peck Milling Tutorial
- Haas G150 Pocket Milling Example: CNC Program for a Square Pocket with Island
- Haas G150 Pocket Milling Program: Step‑by‑Step Example for a 5mm×5mm×0.5mm Square Pocket
- Haas G150 Pocket Milling Example: Precision Round Island Machining
- Master Circular Pocket Milling with Sinumerik POCKET2 Cycle