


Optimized Sinumerik CYCLE95 Contour Integration in a Calling Program
Submit by: BEATA
Drawing/Image
CNC Program
;Siemens Sinumerik CYCLE95 first parameter NPP
;can be given as a sepatate routine or
;can be defined inside calling program with Labels
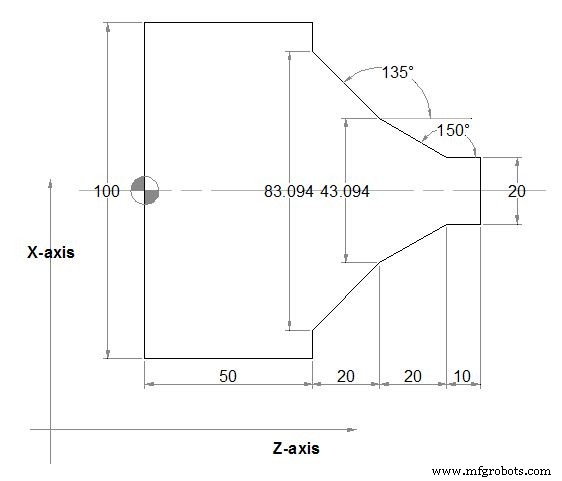
;stock removal contour is defined in the calling program
N110 G18 G90 G96 F0.8
N120 S500 M3
N130 T1 D1
N140 G0 X140
N150 Z160
N160 CYCLE95("START:END",2.5,0.8,0.8,0,0.8,0.75,0.6,1, , , )
N170 G0 X140 Z160
N175 M02
START:
N180 G1 X20 Z100 F0.6
N190 Z90
N200 Z70 ANG=150
N210 Z50 ANG=135
N220 Z50 X100
END:
N230 M02
Mastering Siemens Sinumerik ANG= Angle Command for Precise Contour Control
Sinumerik CYCLE95 Inside Turning Program Tutorial
CNC Machine
- CNC Programming: Chamfer & Radius Using G01 G-Code
- Sinumerik L93 Recessing Cycle: Sample CNC Program for Groove Machining
- Master Sinumerik CYCLE82 Drilling Counterboring Cycle: Step‑by‑Step Example Program
- Siemens Sinumerik 4‑Axis Milling Program: A Practical CNC Example
- Sinumerik CYCLE95 Inside Turning Program Tutorial
- Sinumerik CYCLE95 Facing Program for CNC Lathe – Precision, Efficiency & Seamless Integration
- Comprehensive Siemens Sinumerik CYCLE95 Example: Outside Turning Program
- Comprehensive Siemens Sinumerik CNC Program Example for Precise Machining
- CNC Lathe Programming: Simple Contour Turning with Radius Example
- NUM 760 CNC Lathe: Contour Turning & Grooving – Full G-Code Example