


Comprehensive Siemens Sinumerik CYCLE95 Example: Outside Turning Program
Submit by: Sinumerik Programmer
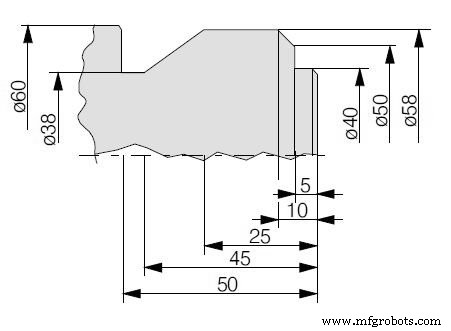
Drawing/Image
CNC Program
G54
G53 G0 X610 Z350
T1 D1 G96 S250 M4
G0 X65 Z0
G1 F0.18 X-1.6
G0 X65 Z5
CYCLE95("CONT1",3,0.05,0.3,0,0.3,0.1,0.12,9,0,0,0)
G0 X200 Z100
M30
Contour subprogram: CONTI:
G1 X38 Z2
Z0
X40 Z-1
Z-5
X50
X58 Z-10
Z-25
X38 Z-45
Z-50
X60 CHR=0.3
Z-50.4
M17
Sinumerik CYCLE95 Facing Program for CNC Lathe – Precision, Efficiency & Seamless Integration
Selca CNC Program Example: G21 Chamfer Process Explained
CNC Machine
- Sinumerik L93 Recessing Cycle: Sample CNC Program for Groove Machining
- Siemens Sinumerik 808D Turning CNC – Advanced Precision & Performance
- CNC Lathe Drilling Cycle Example: Sinumerik CYCLE81 for Efficient Machining
- Siemens Sinumerik 4‑Axis Milling Program: A Practical CNC Example
- Sinumerik CYCLE97 Threading Example – M42×2 Process Overview
- Optimized Sinumerik CYCLE95 Contour Integration in a Calling Program
- Sinumerik CYCLE95 Inside Turning Program Tutorial
- Sinumerik CYCLE95 Facing Program for CNC Lathe – Precision, Efficiency & Seamless Integration
- Comprehensive Siemens Sinumerik CNC Program Example for Precise Machining
- CNC Outside Turning with Radius: Step‑by‑Step Program Example