


CNC Outside Turning with Radius: Step‑by‑Step Program Example
Submit by: Jack
Summary
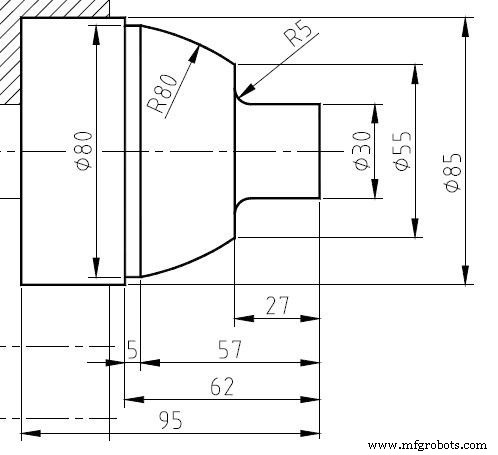
CNC program example which turns the component from outside, the turning contour consists of linear and circular interpolations.
Drawing/Image
CNC Program
O0004; N10 G10 P0 Z-110; N20 T303; N30 G50 S2500; N40 G96 S220 G99 F.2 M4 M8 M200; N50 G0 X30 Z2; N60 G1 Z-22; N70 G2 X40 Z-27 R5; N80 G1 X55; N90 G3 X80 Z-57 R80; N100 G1 Z-62; N110 X86; N120 G0 X150 Z150 M30;
CNC Cylindrical Interpolation Program Example: Cutting Multiple Joint Arcs
CNC Lathe Inside Turning & Boring: Practical Program Example
CNC Machine
- CNC Programming: Chamfer & Radius Using G01 G-Code
- CNC Milling Program: Demonstrating G41 Left Cutter Radius Compensation
- Comprehensive Siemens Sinumerik CYCLE95 Example: Outside Turning Program
- CNC Lathe Programming: Simple Contour Turning with Radius Example
- CNC Lathe Guide: Turning a Diameter with a Simple G‑Code Program
- NUM 760 CNC Lathe: Contour Turning & Grooving – Full G-Code Example
- CNC Lathe Taper Turning Program: Easy Step-by-Step Example
- CNC School Tutorial: Basic CNC Turning Program Example
- Comprehensive CNC Lathe Program for OD Turning, Drilling, and ID Boring Using G71, G74, G01
- CNC Programming Exercise: Fill‑in‑the‑Blank – Outside Turning with Radius