


CNC Milling Program: Demonstrating G41 Left Cutter Radius Compensation
CNC Milling programming example code with drawing, which shows how G41 Cutter Radius Compensation Left is used in a cnc mill program.
CNC Mill Program (G41 Cutter Radius Compensation Left)
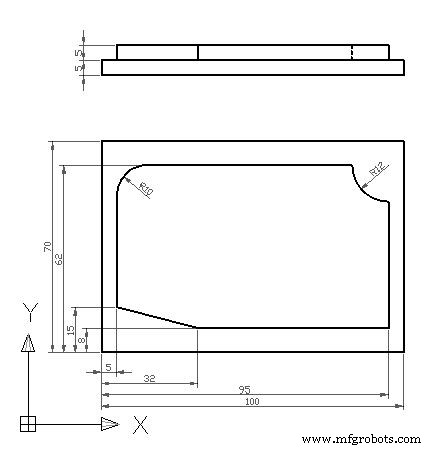
CNC Mill Program with G41Cutter Radius Compensation Left
N10 T2 M3 S447 F80 N20 G0 X112 Y-2 N30 Z-5 N40 G41 N50 G1 X95 Y8 M8 N60 X32 N70 X5 Y15 N80 Y52 N90 G2 X15 Y62 I10 J0 N100 G1 X83 N110 G3 X95 Y50 I12 J0 N120 G1 Y-12 N130 G40 N140 G0 Z100 M9 N150 X150 Y150 N160 M30
CNC Milling Guide: Using G41 & G40 for Accurate Cutter Radius Compensation
Complete Yasnac 2000G Alarm Code Reference – Quick Troubleshooting Guide
CNC Machine
- Top 3 Factors to Evaluate Before Enabling Tool Radius Compensation in CNC Milling
- CNC Programming: Chamfer & Radius Using G01 G-Code
- Step-by-Step Guide: Setting Work Offsets on Hermle UWF‑851 CNC Mill with Siemens Sinumerik 810 Control
- Master Sinumerik 810 CNC Mill Radius & Chamfer Programming – Step‑by‑Step Example
- CNC Milling Guide: Using G41 & G40 for Accurate Cutter Radius Compensation
- CNC Milling Program: Mastering Multiple Arc Interpolations with G2/G3 I & J Parameters
- Mastering CNC Milling: G91, G41, G43 Code Usage Explained
- CNC Lathe Programming: Simple Contour Turning with Radius Example
- NUM CNC Mill Program: Outer Contour Cutting with Through Drilling & Counterbore
- CNC Outside Turning with Radius: Step‑by‑Step Program Example