


Mastering CNC Milling: G91, G41, G43 Code Usage Explained
CNC milling program examples shows the use of G91 G41 G43 G-codes.
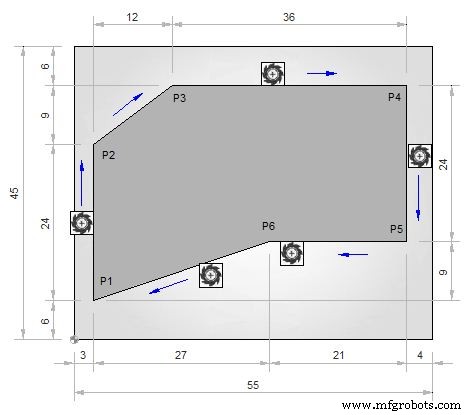
CNC Mill Program G91 G41 G43
CNC Part Program
N05 G54 N10 M6 T1 G43 H1 M3 N15 S500 F120 N20 G0 X-22 Y-22 N25 Z-3 N30 G1 X3 Y6 G41 H2 (P1) N35 G91 X0 Y24 (P2) N40 X12 Y9 (P3) N45 X36 (P4) N50 Y-24 (P5) N55 X-21 (P6) N60 G90 X3 Y6 (P1) N65 G0 X-21 G40
G M S T Codes Explanation
| Code | Description |
|---|---|
| G00 | Rapid traverse |
| G01 | Linear interpolation |
| G40 | Cutter compensation cancel |
| G41 | Tool nose radius compensation left |
| G43 | Tool length compensation + direction |
| G54 | Workpiece coordinate system 1 selection |
| G90 | Absolute command |
| G91 | Incremental command |
| M06 | Tool change |
| T | Tool |
| S | Speed |
| F | Feed |
CNC Milling Subprogram: Seamless Arc Integration with G02, G03, and G41 Commands
CNC Pocket Milling Example: Peck Milling Tutorial
CNC Machine
- Understanding CNC Program Blocks: A Comprehensive Guide
- Step-by-Step Guide: Mill a Full Circle on CNC Machines Using Practical G‑Code
- Master CNC Milling with G91 Incremental Programming: A Practical 4-Axis Exercise
- CNC Milling Guide: Using G41 & G40 for Accurate Cutter Radius Compensation
- CNC Milling Program: Demonstrating G41 Left Cutter Radius Compensation
- CNC Milling Program: Advanced G81‑G85 Drill Cycles for Precision Machining
- Fundamental CNC Milling Program: No Decimal Points – Beginner‑Friendly Toolpath
- CNC Milling Program Tutorial: G01, G02, G03, G90, G91 Commands Explained
- CNC Milling Program: Mastering Multiple Arc Interpolations with G2/G3 I & J Parameters
- CNC Milling Program: Converting G90 Absolute to G91 Incremental Mode with G03 Example