


Fundamental CNC Milling Program: No Decimal Points – Beginner‑Friendly Toolpath
Submit by: Brian
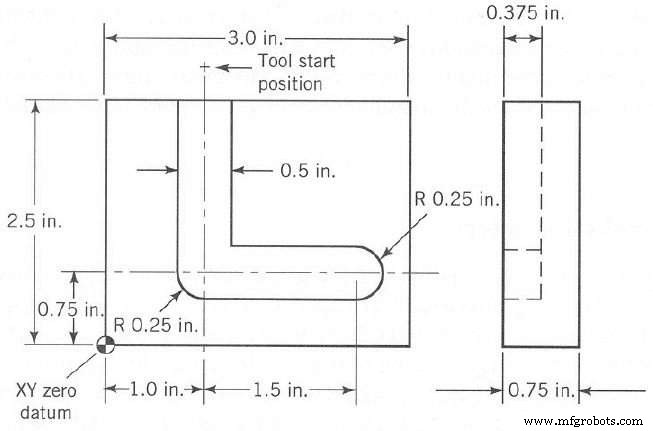
Drawing/Image
CNC Program
% (Indicates start of program) N005 G90 G70 (Specifies absolute dimensions, inch units) N010 G97 G94 T01 (Specifies units for speed and feed rate; loads first tool) N015 G00 X1000 Y3000 Z250 F0 (Rapid positioning of tool to start point) N020 G01 Z-375 M03 S500 F10 (Turns on spindle, feeds tool to required depth) N025 Y750 (Machines the vertical portion of the L) N030 X2500 (Machines the horizontal portion of the L) N035 Z250 (Retracts tool to 0.25 in above part surface) N040 G00 X-1000 Y-1000 (Moves to safe location at rapid rate) N045 M30 (Turns off all machine functions)
CNC Milling Program: Advanced G81‑G85 Drill Cycles for Precision Machining
G65 Macro for Accurate Internal Ellipse Machining
CNC Machine
- CNC Program Example: G03 Circular Interpolation – Master the Math Behind CNC Machining
- Understanding CNC Program Blocks: A Comprehensive Guide
- Step-by-Step Guide: Mill a Full Circle on CNC Machines Using Practical G‑Code
- Master Sinumerik 810 CNC Mill Radius & Chamfer Programming – Step‑by‑Step Example
- Master CNC Milling with G91 Incremental Programming: A Practical 4-Axis Exercise
- CNC Milling Program: Advanced G81‑G85 Drill Cycles for Precision Machining
- CNC Milling Program: Mastering Multiple Arc Interpolations with G2/G3 I & J Parameters
- Mastering CNC Milling: G91, G41, G43 Code Usage Explained
- CNC School Tutorial: Basic CNC Turning Program Example
- CNC Milling Program Tutorial: Side Milling, Drilling, and Slot Milling Operations