


CNC Subprogram Tutorial: Using G91 Incremental Mode for Precise Z‑Axis Control
Submit by: Machinist
Drawing/Image
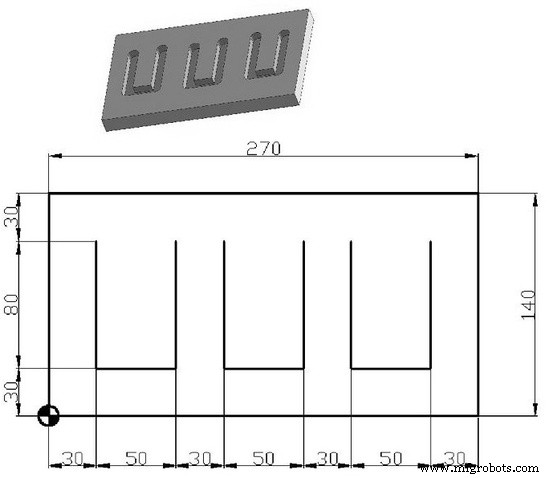
CNC Program
;Main Program O777 G91 G28 Z0 M06 T01 M03 S1200 G90 G54 G43 H1 G00 X30 Y110 Z2 M98 P030888 (call subprog O888 three times) G28 Z0 M30 ;Subprogram O888 G91 G01 Z-9 F200 Y-80 X50 Y80 G00 Z9 G00 X30 M99
Master CNC Lathe Facing: Using Fanuc G94 Cycle for Precise Components
Complete Guide to D.Electron Z32 CNC Controller Alarms
CNC Machine
- Fanuc G20: Mastering Inch-Based CNC Programming – Practical Example
- Master G81 Drilling Cycle with G91 Incremental Mode: A Practical Repeat Drilling Example
- Master G81 Drilling Cycle with G91 Incremental Mode: Step-by-Step Example Program
- Fanuc Subprogram Example: Simplify CNC Programming with Subroutine Techniques
- CNC Milling Program: Converting G90 Absolute to G91 Incremental Mode with G03 Example
- Complete NUMS 322T CNC Program – Step-by-Step Example
- NUMS 322T CNC Program Example – Comprehensive G‑Code for CNC Machining
- CNC Lathe Boring Operation – Simple, Effective Program Tutorial
- X-Axis Groove Creation in CNC Lathe: Program Demo
- Efficient CNC Lathe Subprogram Calls for Repeated Pattern Cutting