


Choosing the Right Hotend: A Guide for FDM 3D Printing
The hotend is one of the fundamental parts of an FDM 3D printer,and despite its apparent simplicity one of the most complex. This component depends not only on the resolution of the printer,but also the ability to print certain materials,such as abrasive or high temperature. There are multiple options when selecting a hotend,as well as multiple spare parts and accessories for each of them. There is no perfect hotend for all applications, and the choice of the most suitable for each user will be conditioned by the preferential use that gives to 3D printing or by the materials that you usually use.
To learn how to select and configure the most suitable hotend for each user, it is necessary to understand how it works and which parts make it up.
How the Hotend works
The hotend is the set of elements intended to melt and extrude the filament, before depositing it in the construction space. The hotend always works in conjunction with the extruder, either in direct or indirect mounting (bowden). It basically consists of: the extruder pushes the filament into a small chamber where it melts and, due to the pressure generated, the melted material comes out through a small hole where it solidifies when deposited on the base of the construction or the piece. Because the filament is pushed, it is necessary for it to maintain maximum rigidity before it reaches the melting area. To do this, there must be two clearly differentiated parts in the hotend: a cold zone and a hot zone, with a transition between them that is as short as possible.
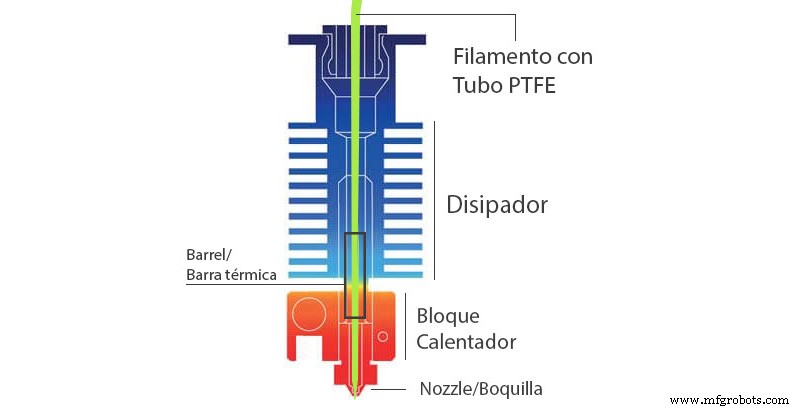
Image 1: Outline of a hotend. Source: impresoras3d.com
Parts of the hotend
Hotends consist mainly of six components:
- Nozzle
- Heating block.
- Temperature probe.
- Heating cartridge.
- Heatbreak.
- Heatsink
Nozzle
It is the final part of the hotend and the one that determines the resolution of the printer on the XY plane. When selecting the most suitable we must consider three parameters: the system to which they belong, the diameter and the material.
System:
There are multiple hotend systems, although the most common are two: the V6 system and the Mk8. In addition to these, some recognized brands such as Ultimaker, BCN3D or Raise 3D have their own.

Image 2: Nozzle MK8 and V6.
Although both the V6 and MK8 nozzles have an M6x1 thread and may seem to be compatible at first glance, this is not the case. Dimensions differ considerably between the two. While the nozzles of the MK8 system have a length of 8 mm, those of the V6 system have a length of 5 mm. This implies that on printers where the level sensor is located on the head, the nozzle will be higher and will not be printable. Although modifications can be made to the printer to adapt hotends from another system, it is advisable to stay within the original system and avoid mixing components from other systems. This is currently not a problem as there are manufacturers in both systems that produce components of extraordinary quality such as E3D, MicroSwiss or 3DSolex.
Diameter:
In general, most hotends use a 0.4 mm nozzle by default as it is considered the ideal compromise between resolution and print time. However, there are many other diameter options that may be better in certain cases.
The range of available nozzles varies by system and manufacturer, but generally ranges from 0.25 to 0.8 mm. This is due to the intrinsic limitations of FDM technology. Plastics, when melted maintain a considerable viscosity that makes it necessary to apply a higher pressure the smaller the diameter. That is why below 0.25 mm the required pressure is so high that it is impossible to print some plastics of higher viscosity. However, some manufacturers such as E3D have experimental nozzles up to 0.15 mm,with which it is possible to obtain excellent results by printing with PLA at low speed.

Image 3: Nozzles of different sizes. Source: e3d-online.com
For nozzles above 0.8 mm the limitation is due to the ability of the hotends to melt enough plastic volumetric flow to maintain proper extrusion. A large diameter nozzle requires an extrusion speed is so high that it can be impossible to melt the filament at the same speed. Despite this, two of the most recognized manufacturers have managed to partially resolve this limit using two different strategies.
On the one hand, E3D offers two V6 subsystems known as Volcano and Supervolcano that are based on increasing the length of the hotend hot zone, managing to melt a much larger plastic flow. This involves the possibility to print at higher speeds with nozzles of standard sizes, as well as the possibility to use nozzles up to 1.4 mm.

Image 4: Nozzles Supervolcano. Source: e3d-online.com
On the other hand, the manufacturer 3DSolex has introduced the innovative technology "Core Heating Technology". This technology is based on dividing the interior of the hotend into three chambers,achieving a larger hot surface in contact with the filament and thus a faster and more homogeneous fusion without the need to increase the length of the hot zone. Thanks to this 3DSolex offers nozzles with diameters up to 2 mm compatible with the V6 system.
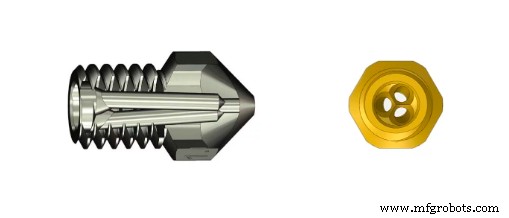
Image 5: Nozzle 3DSolex. Source: 3DSolex.com
Materials:
In recent years, the emergence of new advanced materials has also meant the need to design nozzles in new materials. Currently the most common materials in the manufacture of nozzles are as follows:
- Brass: It's the most common material. Its main advantages are its low cost, ease of manufacture and high coefficient of thermal transmission. Among its main drawbacks are its low wear resistance,as well as its low resistance to high temperatures,since it is not advisable to use it above 300 ºC. It is the ideal material when only printed with materials such as PLA, ABS, ASA
- Nickel-plated brass: It is becoming the standard in the highest quality hotends. It is a brass nozzle to which a fine nickel coating has been applied. This surface treatment gives you greater wear resistance, lower coefficient of friction and high corrosion resistance. This makes them have a durability that is superior to brass nozzles.
- Nickel-plated copper: The specific material for printing with high temperature filaments. It must be combined with a heating block of the same material. Allows temperatures up to 500 oC to be reached.
- Hardened steel or tool steel: They stand out for their high abrasion resistance. They have been designed to work with highly abrasive filaments such as those reinforced with fibers or particles. It is essential in materials such as metal filaments or those reinforced with fiberglass or carbon. Their main disadvantage is that they usually provide lower surface print quality than the previous ones. Although they are generally available in sizes from 0.4 mm, it is recommended to use sizes greater than 0.5 mm to avoid obstructions. Although they can withstand up to 500 ºC, it is not recommended to use them with abrasive materials above 350 ºC
- Stainless steel: Although it may look similar to the previous one and many users acquire it for use with abrasive filaments, this is not their main application as their abrasion resistance is much lower than the previous ones. This type of nozzles are mainly used in medical and food applications since, due to their high corrosion resistance,they do not give off toxic particles that can be mixed with the molten material. It is probably the least common material in the manufacture of nozzles. Like nickel-plated copper nozzles, they are suitable for high temperature applications, supporting up to 500 ºC.
- Brass or copper with ruby tip: These are nozzles made of brass or copper, with a ruby set on the tip. Although many people believe that they are nozzles that do not suffer wear and tear, this is not entirely correct. While it is true that the high hardness of the ruby tip causes the ruby tip to suffer no wear and maintain a high print quality for the entire life of the nozzle, the body made of brass or copper does suffer wear. With filaments without loads, the durability of this type of nozzles is very high and in many cases can be higher than that of the printer, however, with abrasive filaments the internal wear of the brass or copper body causes the ruby to separate from the nozzleover time. It is the ideal nozzle for printing abrasive materials with the highest quality provided that this use will cause a limited service life. It is also the ideal nozzle for those users who do not use abrasive materials and want a nozzle with high durability and that maintains the highest quality throughout the shelf life.

Image 6: Nozzle The Olson Ruby. Source: olssonruby.com
Heating block:
It is the element responsible for transmitting heat to the nozzle and the hot zone of the heatbreak. There are mainly two types: normal and high temperature. Standard heating blocks are generally made of aluminum. They are the most economical, but only withstand temperatures up to 300 oC. High temperature ones are made of nickel-plated copper, and can withstand temperatures up to 500 oC.
Some, such as those in the V6 system, have as an option a silicone case or sock that helps protect the piece from irradiated heat,something of particular importance with materials such as PLA.
Temperature probe:
It is the element responsible for measuring the temperature of the heating block. There are multiple different types, with different form factors and parameters. It is perhaps one of the most difficult elements to exchange,since in addition to having different form factors, it may be necessary to modify the printer firmware or even add additional electronic components. The most common types are three:
- Thermistor: It's the most common. It has high accuracy at low temperatures and its price is very economical. As a disadvantage, it is not suitable for temperatures above 285 ºC.
- Thermocouple: They allow to measure very high temperatures accurately,however, when calibrated for a specific range, they cannot measure high and low temperatures with high precision at the same time. Although they are usually inexpensive, they require additional electronics to convert the signal. One of their main drawbacks is that they are sensitive to electromagnetic noise,so their cables must be shielded and kept away from power supplies or coils.
- PT100 probe: They have almost completely replaced the use of thermocouples. They allow to measure temperatures up to 500 ºC with precision,combining the advantages of thermistors and thermocouples. In return, its price is the highest and require additional electronics.
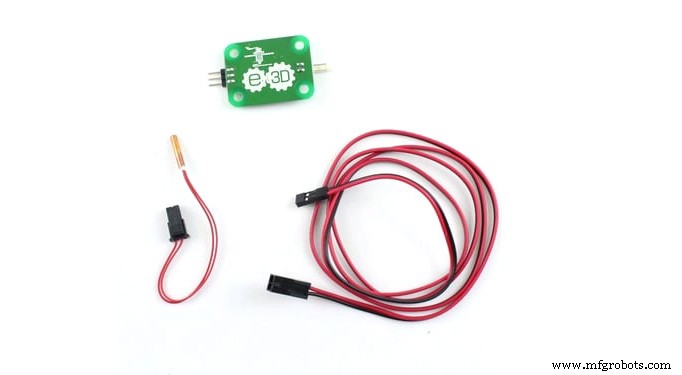
Image 7: PT100 probe. Source: e3d-online.com
Heating Cartridge:
It basically consists of a resistance that, when a current passes through it, transmits heat to the heating block. The most common ones have a power of 30 W or 40 W. With exceptions, their dimensions are generally universal. They are available in 12V and 24V versions,it is essential to use the voltage appropriate to the printer board.
Heatbreak:
One of the most important elements of the hotend. Its function is to separate the hot zone and the cold zone from the hotend and its quality is decisive in avoiding possible traffic jams. It is the component that will determine whether a hotend is All-Metal type or not,depending on whether its interior is Teflon coated or not. It is manufactured with low coefficient thermal transmission materials such as stainless steel to increase the thermal breakage effect. The highest quality ones are produced in titanium or with bimetallic combinations like Slice Engineering.

Image 8: Bimetallic Heatbreak by Slice Mosquito. Source: sliceengineering.com
Heatsink:
Its function is to cool the cold zone of the hotend,and prevent the filament from rebladgeating before reaching the melting zone. It is very important that their quality and performance are very high, especially when using high temperatures or polymers with low softening temperature such as PLA. In the case of using direct extruders, another important function is to prevent heat from being transmitted to this,except for exceptions from compact extruders such as the E3D Aero and Hemera, in which the extruder body itself acts as a heatsink.

Image 8: Dissipator for Slice Copperhead. Source: sliceengineering.com
How to choose the right Hotend
As we discussed at the beginning, there is no ideal hotend capable of working at maximum performance in all cases. For each situation, there is an optimal model or combination. Although standard hotends generally perform well on occasional prints with basic materials, when more demanding situations occur it may be necessary to replace the hotend or certain components of it. Among these special situations are these six most common:
- Printing with non-abrasive materials requiring high temperature
- Printing with abrasive materials requiring high temperature
- Printing with abrasive materials
- Medical and food applications
- Large format 3D prints
- High-speed prints
Printing with non-abrasive materials requiring high temperature
Although in general the most common materials have printing temperatures below 280 oC,there are some engineering filaments whose printing temperature may be slightly above as is the case of polycarbonate or even well above as PEKK. In these cases it is essential to select a hotend whose components are capable of withstanding high temperatures. For this purpose, both the heating block and the nozzle are made of nickel-plated copper. In addition, they must be accompanied by an All-Metal heatbreak with the lowest possible coefficient of thermal transmission,such as those made of titanium or bimetallic compounds.
Due to the limitation of the thermistors, it will be essential that the hotend performs the temperature measurement through a thermocouple or a PT100 probe.
In the case of using a direct extruder, the heatsink must be of high quality and be refrigerated as best as possible.
Among the options available, probably the best for this type of application are the Mosquito and Copperhead hotends from Slice Engineering.
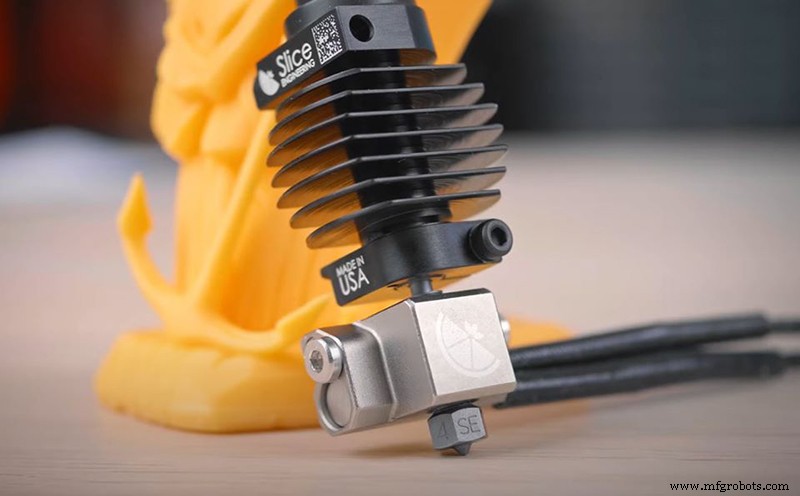
Image 9: Slice Copperhead. Source: sliceengineering.com
Printing with abrasive materials requiring high temperature
Probably one of the most demanding cases. The choice would be the same as in the previous case, except that it would be necessary to replace the nickel-plated copper nozzle with one suitable for abrasive materials such as the Hardened Steel Nozzle or the E3D Nozzle X in sizes of 0.6 mm. Both compatible with Slice Engineering hotends.
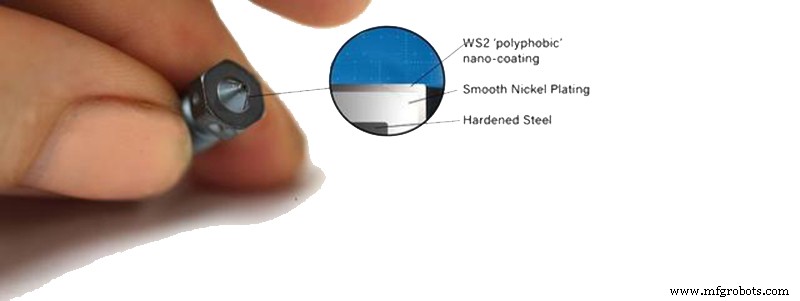
Image 10: Nozzle X. Source: e3d-online.com
Printing with abrasive materials
When using abrasive materials, but not required to reach temperatures above 285 oC, it is also advisable, as in the previouscase, to use an abrasion resistant nozzle and an All-Metal heatbreak. Although a Teflon heatbreak would also work properly, wear would be high, and ptfE tube needed to be replaced frequently. Within the metallic heatbreaks,titanium heatbreaks have greater durability in the face of abrasive materials due to their high hardness. However, in this case an aluminum heating block would be more than enough.
Medical and food applications
In the case of printing parts with biocompatible materials or for food use,the essential thing is to avoid contamination with metal residues that may cause toxicity. It is best that all components in contact with the filament are made of stainless steel or titanium. That's why an E3D V6 hotend with titanium heatbreak and stainless steel nozzle would be the perfect combination.

Image 11: Stainless steel nozzle. Source: e3d-online.com
Large format 3D prints
When printing parts with large volumes, the print time may be primed before the resolution. In these cases it may be useful to use nozzles with large diameters,greater than 1 mm. This involves using hotends capable of melting large filament flows at a reasonable rate. In these situations the V6 Volcano or Supervolcano system are one of the best options.

Image 12: V6 Supervolcano. Source: e3d-online.com
High-speed prints
As in the previous case, the limit is determined by the speed at which our hotend is able to melt the filament. Although in this case both the V6 Volcano and V6 Supervolcanosystem would be suitable, the optimal option is the use of Solex nozzles with "Core Heating Technology" technology capable of reaching flow rates of up to 30 mm3/s and compatible with both E3D and Slice Engineering hotends.

Image 13: Nozles 3DSolex. Source: 3dsolex.com
In many cases, our needs are not limited to only one of these cases,so it will be necessary to seek a compromise that allows adequate performance in several situations.
However, it is ideal to have a highly modular system such as the E3D V6 or the new Copperhead from Slice Enginnering. Thanks to these two systems it is possible to reconvert our hotend to provide maximum performance in each situation.
3D printing
- Choosing the Ideal Leveling Feet for Furniture and Machinery
- Choosing the Right Drawer Slides: A Comprehensive Guide
- Choosing the Right Hand Truck: A Practical Guide for Safe, Efficient Heavy‑Load Transport
- Choosing the Right CAD Software for Jewelry Design: A Comprehensive Guide
- Choosing the Perfect Smart Meter: Expert Tips for Smart Home Owners
- Mastering 3D Printer Bed Cleaning: A Step‑by‑Step Guide
- Choosing the Optimal Tool Path Mode for CNC Milling: A Practical Guide
- Selecting the Optimal Sawing Speed for Band Saws: A Practical Guide
- Choosing the Right Submersible Pump: Expert Tips & Key Features
- Choosing the Right Gearhead: Expert Tips for Optimal Torque and Efficiency