


Moulds: The Crucial Component in Continuous Steel Casting
Role of Mould in Continuous Casting of Steel
Moulds play an important role in the process of continuous casting of liquid steel. They are the heart of the continuous casting process. In the process of continuous casting, liquid steel is poured from the tundish into the casting mould through the submerged entry nozzle (SEN) immersed in the liquid steel. The moulds are water cooled. Solidification of liquid begins in the mould by indirect cooling. The cooling process in the mould is known as primary cooling process.
In the mould, a thin shell of steel next to the mould walls solidifies before the middle section. This is called a strand and leaves the base of the mould into a spray chamber. The bulk of liquid steel within the walls of the strand is still molten. The strand is immediately supported by closely spaced, water cooled rollers which support the walls of the strand against the ferrostatic pressure of the still solidifying liquid steel within the strand. To increase the rate of solidification, the strand is sprayed with large amounts of water as it passes through the spray chamber. This is the secondary cooling process. Final solidification of the strand may take place after the strand has left the spray chamber.
The function of continuous casting mould is to receive the liquid steel and guarantee a rapid heat transfer to the cooling water to enable quick solidification. The liquid steel, when leaving the mould, must exhibit a just thick enough outer shell to prevent it from splashing over the continuous casting machine parts. The mould is to serve this function. After the mould further cooling of the steel strand is done through the faster direct cooling with the help of the direct water sprays.
Solidification arises from the dynamic nature of the casting process. In particular this relates to the following.
- Handling of very high heat flux in the mould
- Nurturing of the initial thin and fragile solid shell for avoidance of breakout during descent of the strand down the mould
- Designing of casting parameters in tune with the solidification dynamics of the steel grade for minimization or elimination of surface and internal defects in the cast product
Key elements of the steel shell which is leaving the mould are shape, shell thickness, uniform shell temperature distribution, defect free internal and surface quality with minimal porosity, and few non- metallic inclusions.
Safe operation (i.e. without metal breakout) of the casting machine and achievement of acceptable cast steel quality require understanding of both process engineering and metallurgy of solidification. The important aspects are the friction control in the mould and the impact of grade characteristics on the solidification process. The former is a unique example of combination of solidification mechanism and process engineering, and the latter defines the casting parameters to be applied for the casting of diverse steel grades.
Mould
The mould is basically an open ended box structure, containing a water cooled inner lining fabricated from a high purity copper alloy. Small amounts of alloying elements are added to increase the strength. Mould water transfers heat from the solidifying shell. The working surface of the copper face is often plated with chromium or nickel to provide a harder working surface, and to avoid copper pickup on the surface of the cast strand, which can facilitate surface cracks on the cast steel. The depth of the mould can range from 0.5 m to 2.0 m depending on the casting speed and section size.
Mould is tapered to reduce the air gap formation. Taper is typically 1 % of the mould length. For cross-section of mould the taper is about 1 mm for 1 m long mould. The cross section of the mould is the cross section of the section being cast. Mould cross section decreases gradually from top to bottom.
The plating which consists of coating the inside wall of the mould, is for extending the life of copper moulds. The quality of the coating has a significant role in determining the service life of the mould. Over the years, different type of coatings have been developed which have improved continuously the quality and cost efficiency of the continuous casting moulds.
Depending on the requirements of the casting process, different coating processes and materials have to be applied, to receive an optimal result. Available coating materials are Ag, Ni, Cr, Mo, CrO, ZrO, and Al2O3. The coating is applied in a chemical, electrolytic or thermal process. Different types of available coatings are as follows.
- Parallel coating – This type of coating prevents direct contact between the strand and the copper, controls thermal losses (in all cases, not dissipation) by varying the thickness of the coating, and improves service life.
- Multiple coating – This type of coating compensates hot spots, and improves service life.
- Partial parallel coating at the mould entrance or exit – The coating at the entrance reduces heat dissipation in the upper areas of the mould, prevents overlapping and improves service life. The coating at the exit reduces heat dissipation at the mould end and improves service life.
- Conical coating – This type of coating controls heat dissipation along the length of the mould and improves service life.
Continuous casting moulds can have different shapes and internal tapers depending on the cross section to be cast in the continuous casting machine. A few typical cross sectional shapes of the moulds are shown in Fig 1.
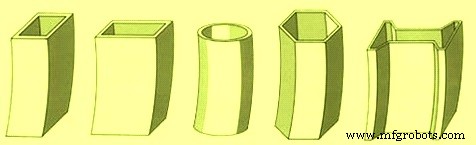
Fig 1 Cross sectional shapes of the mould
Desired requirements from the mould
The mould must be resistant to thermal erosion and distortion. The desired properties of the mould are as follow.
- High thermal conductivity
- High strength and hardness to ensure (i) wear resistance, (ii) creep resistance, (iii) fatigue resistance, and (iv) resistance to cracking
- High softening temperature (maintaining desired properties at high temperatures)
Control of height of liquid steel in the mould is crucial for the success of the continuous casting machine. This is done by controlling the steel level (meniscus level). The solidification begins from the meniscus of steel level in the mould. Mould level sensors are used to control the meniscus level in the mould. Sensors are used to control the meniscus level.
Mould normally extracts around 10 % of the total heat. Mould heat transfer is both critical and complex. Mathematical and computer modeling are typically utilized in developing a greater understanding of mould thermal conditions, and to aid in proper design and operating practices. Heat transfer is generally considered as a series of thermal resistances as follows.
- Heat transfer through the solidifying shell
- Heat transfer from the steel shell surface to the copper mould outer surface
- Heat transfer through the copper mould
- Heat transfer from the copper mould inner surface to the mould cooling water
Early solidification in continuous casting occurs in the form of partial freezing of the meniscus curvature originating from the mould liquid contact point. Prevention of sticking and tearing of this initial thin shell during the descent of the solidifying strand is one of the major functions of the mould. To minimize shell sticking and tearing, friction between the strand surface and mould wall must be kept below a critical level depending upon the shell strength.
Mould oscillation
Minimization of the friction and continuous release of the shell from the mould have been achieved through the introduction of mould oscillation aided by lubrication. The mould is oscillated up and down to withdraw the partially solidify strand. The oscillated frequency can be varied. The mould also oscillates vertically (or in a near vertical curved path) to prevent the liquid steel sticking to the mould walls.
The oscillation cycle influences mould strand friction including release of the strand from the mould and also defines surface topography of the cast product. Mould oscillating cycles vary in frequency, stroke and pattern. From the lubrication point of view, the oscillation cycle translates into two operating phases as below.
- A compression phase of duration t1 defined as the negative strip time where mould slag is infiltrated into the gap between the first solidified shell and the mould. The period t1 witnesses a higher downward velocity of the mould relative to descending velocity of the strand and is responsible for the release of the shell from the mould wall and enables compressive stresses to develop in the shell that increase its strength by sealing surface fissures and porosity.
- A lubrication phase of duration t2 where tensile stresses are applied to the first solidified shell accompanied by deposition of the infiltrated mould slag against the mould wall. This corresponds to upward movement of the mould.
Mould oscillation is necessary to minimize friction and sticking of the solidifying shell, and avoid shell tearing, and liquid steel breakouts, which can wreak havoc on equipment and machine downtime due to clean up and repairs. Friction between the shell and mould is reduced through the use of mould lubricants such as oils or powdered mould fluxes. Oscillation is achieved either hydraulically or via motor driven cams or levers which support and reciprocate (or oscillate) the mould.
Mould oscillation results in formation of oscillation marks (OM) at near regular intervals on the surface of the cast product. These marks may be accompanied by formation of solidified hooks beneath the oscillation marks. Formation of oscillation marks basically comprises three main stages.
- Partial solidification of the meniscus against the mould wall and the mould powder in the form of a fragile hook.
- Bending of the hook during t1 and healing of any shell tear (caused by viscous drag in the preceding upstroke). The segregation line is attributed to shell bending, where the solute rich inter-dendritic liquid is squeezed out to the surface.
- Shell unbending take place during upstroke by viscous drag. The upstroke may also be associated with overflow of liquid steel over the bent hook in case of strong meniscus shell or mould level rise. A combination of shell unbending and metal overflow is also possible. The oscillation marks tend to be deeper in case of shell unbending, while these are shallow and show lapped surfaces when overflow occurs.
The shape of hook and oscillation marks is basically linked to the extent of shell bending/unbending and overflow over the meniscus during casting.
Mould lubrication
A lubricant can also be added to the liquid steel in the mould to prevent sticking, and to trap any slag particles (including oxide particles or scale) that may be present in the liquid steel and bring them to the top of the pool to form a floating layer of slag.
Lubrication in the mould arises from the infiltration of mould slag into the strand mould gap. There is layering of the slag in the gap. The friction in the mould is considered to originate from two mechanisms. The motion of the mould relative to the solidified shell gives rise to a frictional force due to the viscosity of the slag film. The frictional force generated through this mechanism, termed liquid friction is related to mould speed, casting speed, viscosity of liquid slag film, and thickness of slag film.
If relative movement occurs between the strand and the solidified mould slag, the friction force is generated by solid–solid contact. The resulting solid friction is related to coefficient of solid friction, and ferrostatic pressure of molten steel.
The liquid lubrication dominates completely in the upper part of the mould. On the other hand, the value of the solid friction is lower than the liquid friction at the lower part of the mould indicating dominance of solid lubrication. Further with lower slag viscosity the zone of liquid lubrication extends further into the lower part of the mould.
The friction concept as mentioned above is useful in explaining the increased tendency of sticker breakout with increase in casting speed. Friction analysis indicates that prevention of sticking type breakout in high speed casting requires improvement in the lubrication in the upper part of the mould, particularly just below the meniscus.
Manufacturing process
- Advanced Automation & Modeling in Continuous Steel Casting
- Premium Continuous Casting Mould Powders for Superior Steel Production
- The Tundish: Key to Quality in Continuous Steel Casting
- Essential Guide to Continuous Steel Casting: Process & Benefits
- Preventing Breakouts in Continuous Steel Casting: Causes, Impacts, and Solutions
- Optimizing Heat Transfer for Quality Continuous Steel Casting
- The Complete Guide to Continuous Casting of Steel: Process, Equipment, and Key Considerations
- Professional Guide to Continuous Casting of Steel Billets
- Continuous Casting Mould: The Essential Core for Steel Quality and Production Efficiency
- Precision Stainless Steel Investment Casting: Advanced Production of Complex Parts