


Blast Furnace Stock House: Managing Raw Materials for Hot Metal Production
Blast Furnace Stock House
A blast furnace (BF) needs for the production of hot metal (HM) (i) iron bearing raw materials like sinter, pellet, and calibrated lump ore also known as sized iron ore, (ii) fuels and reductant like BF coke, nut coke and pulverized coal, (iii) fluxing materials like lime stone, dolomite, and quartzite, and (iv) miscellaneous materials (also known as ‘additives’) like manganese ore, and titani-ferrous iron ore etc. All these materials except the pulverized coal which is injected in the blast furnace at the tuyere level are charged in the furnace at the top and are handled through a stock house.
The blast furnace charging system consists of two main areas, the stock house system and the top charging equipment. The purpose of the blast furnace charging system is to enable the raw materials to be placed inside the furnace accurately and consistently in a predictable and controlled way. At the stock house system, the weighing, batching of the raw materials is carried out for their delivery to the top charging equipment. The top charging equipment serves the function of delivering blast furnace raw materials to the furnace top and distributing these materials into the furnace. The purpose of the stock house is to deliver the correct quantities of coke, iron bearing materials, fluxing materials and additives to the furnace as expeditiously as possible to keep the blast furnace at top operating performance.
The stock house is the area where the individual raw material types are stored and then measured out in the prescribed order for delivery to the top of the blast furnace. The typical blast furnace stock house in the early 1900s was built as a deep pit in the ground and rail cars were moved over it and discharged the raw materials into these storage bins. The stock house is grouped into three sections of storage bins, usually comprised of coke bins, iron bearing materials bins, and fluxing materials and additives bins. Typically each of these material bin types is divided into symmetrical sections on either side of furnace centre line. In the 1920s and through the 1950s, the size of the stock house increased and it was built as a structure partially above and partially below the ground to accommodate more material bins types as well as larger quantities.
Since the early 1900s the method of measuring the raw materials and delivering them to the skip car was by means of a mobile scale car that moved below the material bins. An operator used to manually open the bin door and weigh the required amount of raw material, then proceed to the next bin for collecting the needed amount of the next material. As the production demand on the blast furnaces increased in the 1980s the existing scale car stock house was upgraded to decrease the time required for collecting the materials. The bin gate operations were mechanized and in many cases the scale cars were linked to a computer system which tracked the materials by weight, giving improved control and accuracy and eliminated considerable amount of the physical labour. The addition of holding hopper bins between the scale car and the skip cars enabled the scale car operator more time to collect the different materials without delaying the movement of the skip cars.
The automated stock house is normally of two distinct and different types. The first type is the replacement of the scale car under the raw material bins with a feeder and conveyor belt system. Separate conveyors are provided for each type of raw material (coke, iron bearing materials, and fluxing materials and additives etc.) over which rows of storage bins are mounted, with vibrating feeders to discharge burden materials from storage bins to conveyors. For the coke and iron bearing materials, a vibrating screen is located at the discharge of each conveyor to screen the material and feed this material into weigh hoppers. This type of system continues to feed weigh hoppers ahead of the skip cars. A typical arrangement of an automated stock house for a skip fed blast furnace is shown in Fig 1.
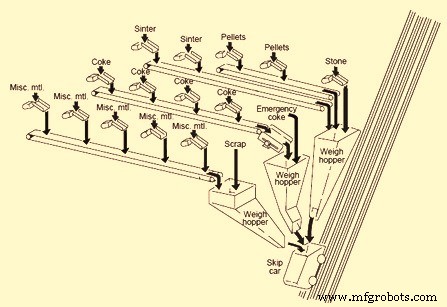
Fig 1 Typical arrangement of an automated stock house with skip car
The second type of the automated stock house is a large structure of storage bins built entirely above ground and quite away from the blast furnace. This is usually done for the blast furnaces where belt conveyor is used to carry the burden materials to the top of the furnace instead of the skip cars. The method of filling the storage bins is usually by a conveyor belt system. The raw materials are drawn from the storage bins by vibrating feeders and belt conveyors into weighing hoppers. The weigh hoppers in turn discharge the material onto the main conveyor by means of a collecting conveyor. The weighing hoppers are programmed to weigh the raw materials in the correct order onto the main conveyor belt to the top of the furnace.
Automation of the stock house significantly increased production capability, improved operating efficiency, and eliminated operating variances caused by operators and equipment. However, in practice a modern, automated stock house can be quite complex. The stock house itself may be fed by conveyors, which in turn discharge onto tripping conveyors to distribute materials to various bins. The layout of conveyors and equipment in the stock house can be arranged in a large number of ways.
Both coke and the iron bearing materials are typically screened and another conveyor removes the fines. The materials can be sampled, analyzed and tracked by a computer, enabling the operator to precisely control chemical variation in furnace input materials. Coke moisture is monitored and weighing corrections are made to assure the desired dry weight in the charge. This monitoring of both the carbon bearing materials and the iron bearing raw materials enables better control of the thermal condition of the blast furnace and helps in lowering of the overall fuel rates. Typical simplified arrangement of equipment in a stock house is at Fig 2
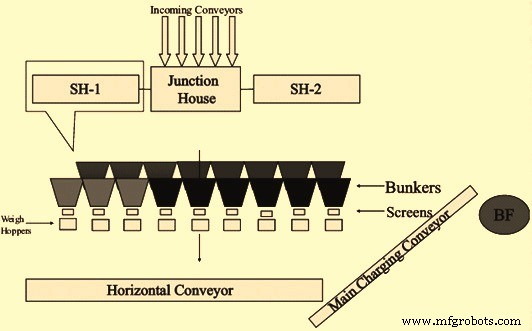
Fig 2 Typical simplified equipment arrangement in the stock house
Typical schematic flow diagram of a stock house is given in Fig 3.
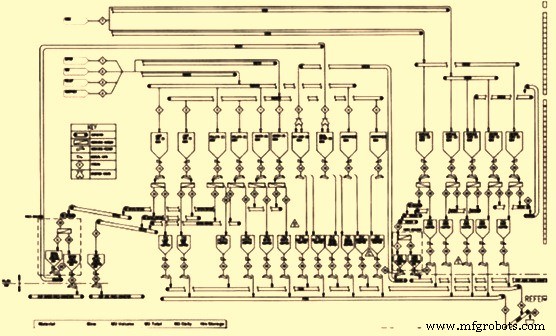
Fig 3 schematic flow diagram of a stock house
Functions and typical facilities at a stock house
The stock house along with the blast furnace top charging equipment system is the key facilities for attaining the desired burden distribution in a modern blast furnace. The stock house role is to allow for multi-fraction sizing of coke and the iron bearing burden, including screened or unscreened undersize material, as well as the flexible portioning of different grain sizes of these materials. This is the basis for the efficient application of the top charging system which is the prerequisite for advanced blast furnace operation today.
The functions of the stock house are (i) to receive various materials from their respective storage or production units mostly by conveyors, (ii) provide storage for sufficient duration, (iii) carry out the discharge of burden materials at the desired sequence and at the required rate to meet the BF requirement, (iv) prepare it by screening, and place it in desired quantities and layers on the conveyor for carrying it to the equipment ( skip or conveyor) which takes these materials from stock house to the furnace top charging equipment of the blast furnace.
Weighed raw materials are collected in a batch mode governed by a charge program and are delivered to the furnace top either by skip car or by a conveyor belt. The size of the blast furnace, its productivity requirements and available site plan have an impact on determining whether a skip car or conveyor belt system is the means for getting the raw materials to the top of the blast furnace. The raw materials are then placed into the furnace by the top charging equipment which is also controlled by the charge program.
Blast furnace stock house plays a very important role in the efficient operation of the blast furnace since the production of desired level of hot metal in the blast furnace largely depends on the quality, consistency, and quantity of the raw materials and the sequence of their feeding.
Burden materials are received in the stock house through a junction house. BF coke is usually handled by two conveyors (one stand by) of required width and capacity. Similarly iron bearing burden materials are normally handled by two conveyors (one stand by) of required width and capacity. Fluxing materials and additives are generally handled by a reserve conveyor of required width and capacity. The stock house usually has a number of storage bins of required total capacity for each of the burden materials.
Coke and iron bearing materials are screened in screens of required capacity for removing the fines. The vibratory screens are normally used for this purpose. For the fluxing materials and additives there are normally no vibrating screens but only feeders are there for discharge from the bins and placing the materials on the conveyor. For coke and iron bearing materials, in some blast furnaces provision is made with double screening arrangement. For coke screening, punched plate sieves are generally used. The screening of iron bearing materials is usually done by the grate type of sieves.
The screened material is fed to the inclined conveyor for burden handling to top through a horizontal conveyor. Each material is fed simultaneously by two hopper scale according to the predetermined furnace charging programme. Conveyors or skips for burden handling to top have the needed capacity and operate continuously. In case of conveyors, the materials are positioned on conveyor in separate batches at certain intervals and in a certain sequence as per the programme. Automatic system is normally provided for batching, weighing and feeding of the burden to the furnace top. All the equipments in the stock house are sized based on calculations comprising of control philosophy as well as the timing cyclograms.
The stock house is also provided with all necessary pollution control equipment to control dust as per pollution control norms. The exhaust air is usually directed to the air cleaning plant of the required capacity for the cleaning before its discharge into environment. The air cleaning plant is usually equipped with electrostatic precipitators. The dust content of air is normally reduced to 0.1 gram /cum. The dust collected is generally balled in granulation plant for its use in sinter plant.
Design considerations for stock house planning for a large blast furnace
Different steps needed to be followed for sizing of the equipments of the stock house are as given mentioned below.
- Capacity of hot metal in tons/day is determined based on useful volume and the productivity of the blast furnace.
- Qualities and types of raw materials used such as calibrated lump ore, sinter, pellets, coke, nut coke, lime stone, dolomite, manganese ore and other materials like titani-ferrous iron ore to be charged in the blast furnace are determined. In larger blast furnaces normally two sizes of sinter are used. These sizes of sinter are normal size of 10 mm to 30 mm and small size of 5 mm to 10 mm. For blast furnace coke also, two sizes are generally used. These sizes are 50 mm to 75 mm for the centre charging and 25 mm to 50 mm for the peripheral charging. The coke for the peripheral charging is charged on the belt conveyor first with the coke for centre charging is followed immediately. The bell less top equipment indexes from the BF walls to the centre of the furnace and distributes the coke for peripheral charging to the walls and the coke for the centre charging to the centre of the furnace as per requirement. Size of calibrated lump ore is normally 10 mm to 30 mm. Size of pellets is generally 8 mm to 16 mm. Sizes of nut coke is usually 8 mm to 25m mm. Sizes of limestone, dolomite and quartzite are in the range of 6 mm to 30 mm.
- For having flexibility in the charging of the iron bearing burden all the three iron bearing raw materials are considered in calculations with a typical ratio of sinter : ore : pellet as 70:15:15. The calculation is required to be done keeping the quality of the iron bearing materials and their expected specific consumption.
- A value for the total fuel rate (kg/tHM) is also to be considered. Since three fuels are used in the blast furnace hence three alternatives are to be considered namely (i) a value for the coke rate without pulverized coal injection, (ii) a value for coke rate with pulverized coal injection, and (iii) a rate for nut coke charging.
- Charging sequence is required to be considered while planning of the facilities in stock house. Usually a charge has two batches. While the batch one consists of coke both for centre charging and the peripheral charging, the batch two consists of iron bearing materials, fluxing materials, nut coke and additives.
- Ore and coke layer thickness (in mm) at BF throat diameter are important considerations in the design of the stock house facilities. Normally ore layer is considered as 700 mm. In case of coke, generally, it is usually considered as 700 mm considering ‘all coke’ charge. However, in case of pulverized coal injection, the coke layer thickness is normally considered as 500 mm. Because of this, the volume of raw materials also assumes importance. Since the production of hot metal is dependent on the weight of raw material charged, the number of charges per day to be charged in blast furnace becomes an important factor in the design of the stock house. The number of charges also decides the time available in the stock house to form each batch of the charge.
- The number of bins and their sizing in the stock house depends on how much storage volume (based on number of days of consumption) is needed for each of the raw material.
- Bins are also to be provided for the fines generated in the stock house after screening.
- ‘Catch-up rate’ or ‘force filling factor’ is defined as a ratio between number of charges available per day based on design of equipments of stock house and the number of charges required per day for the target hot metal production. Typical value considered usually for this ratio is 1.3.
- Based on the timing available for each batch formation for coke as well as iron bearing materials, total number of equipments (vibrating feeders, vibrating screens, weigh hoppers etc.) operating at a time out of total numbers installed is determined.
- Development of a cyclogram considering operation of top charging equipment (bell less top) and operating time of all stock house equipment is carried out. Cyclograms are prepared after calculating time of operation of all the equipment in the stock house and total time required for each batch. Two cyclograms are normally prepared usually one with ‘normal rate’ and the other with ‘catch-up rate’.
- Sizing of all equipment like gates, vibrating feeders, vibrating screens, weigh hoppers, belt conveyors including main charging conveyor finally feeding at the top of the blast furnace in the receiving hoppers of the top charging equipment is done. The equipments are sized based on the preferred coke charging option i.e. with or without injection of the pulverized coal and flexibility is provided for the other option in the design.
Burden management in stock house and furnace top
Presently modern blast furnaces are installed with quite a few variations in the burden materials sometimes it becomes necessary to use around 50 alternative types of materials in the charging system. The operator is required to configure the charging matrix considering plant based set of rules programmed in the application software.
The complexity of stock house operator matrix is generally validated by different validation rules before downloading to active charging program taking care of wrong entry as well as all the abnormal conditions in the stock house. Operator matrix can be downloaded to active matrix at any stage of operation. Extra coke can be charged at any stage of operation. Any batch can be distributed in 11 positions into the furnace and this distribution is parameterized in stock house matrix HMI screen by the operator.
There are several sets of standby matrix for different furnace conditions are inbuilt in the software which adds to the flexibility in operation. There is also flexibility of taking any material in any bin; therefore, the stock house can run under conditions of inactive hopper by adjusting the material intake in active hoppers. Weigh hoppers can be selected automatically during execution of any batch. Fully automated stock house top filling system by raw material handling system enables blast furnace feeding system to be a smooth operation.
Depending on the stock house design the system can be operated in ‘weigh in philosophy’ or ‘weigh out philosophy’. The software takes care of compensation of weighing error in filling sequence in the very next batch for that particular material. Operator can also select the sandwich charging philosophy during discharging the materials from weigh hoppers. Operator defined control of gap between two consecutive batches can be entered to optimize the charging transport time to minimum and avoiding tripping of main charging conveyor.
Manufacturing process
- Granulation of Blast Furnace Slag in the Cast House: Process Overview
- Optimizing Blast Furnace Operations with Nut Coke: Efficiency & Cost Benefits
- Preventing Irregularities in Blast Furnace Operation: Proven Strategies
- Optimizing Blast Furnace Cooling Systems for Enhanced Efficiency and Longevity
- Blast Furnace Refractory Lining: Protecting Shells for Continuous Operation
- Optimizing Blast Furnace Cast House Operations for Efficiency and Reliability
- Optimizing Blast Furnace Design for Superior Performance and Longevity
- Comprehensive Capital Repairs for Blast Furnaces: Relining, Shell Repairs & Equipment Overhaul
- Critical Cast House Equipment for Safe Blast Furnace Operations
- Optimizing Blast Furnace Gas Cleaning for Energy Efficiency