


Advancing Iron Production: Smelting‑Reduction Technologies for Efficient Hot Metal Production
Development of Smelting Reduction Processes for Ironmaking
Smelting reduction (SR) processes are the most recent development in the production technology of hot metal (liquid iron). These processes combine the gasification of non-coking coal with the melt reduction of iron ore. Energy intensity of SR processes is lower than that of blast furnace (BF), since the production of coke is not needed and the need for preparation of iron ore is also reduced.
SR ironmaking process was conceived in the late 1930s. The history of the development of SR processes goes back to the 1950s. The laboratory scale fundamental studies on the SR of iron ore were started first by Dancy in 1951. However, serious efforts started from 1980 onwards.
There have been two separate lines of development of primary ironmaking technology during the second half of twentieth century.
The first line of development was centred on the BF which remained the principal process unit for the hot metal production. In general, this line of the development did not encompass any radical process changes in the furnace itself. It proceeded through a gradual evolution which involved (i) increase in the furnace size, (ii) improvement in the burden preparation, (iii) increase in the top pressure, (iv) increase of hot blast temperature, (v) bell-less charging and improvements in burden distribution, (vi) improvements in refractories and cooling systems, (vii) injection of auxiliary fuels (fuel gas, liquid fuel, or pulverized coal) and enrichment of hot air blast with oxygen (O2), and (viii) application of automation as well as improvements in instrumentation and control technology. The continued success of the ironmaking in BF reflects the very high levels of thermal and chemical efficiencies which can be achieved during the production of hot metal and the consequent cost advantages. In fact, in the case of large BFs these are complemented by economies of scale.
The hot metal production technology in BFs, however, has now developed to a stage where the technical and economically efficient production take place at a large scale of operation normally of the order of 2 million tons (Mt) per year to 3 Mt per year. Also, ironmaking in the BF needs considerable associated infrastructure and production units which include coke making and facilities for iron ore fines sintering. This results into high capital intensity of a modern BF complex which not only needs a very long time period for its construction but also needs to be operated to near capacity levels to be economically viable.
The second line of developments in parallel with developments in the BF consist in the form of considerable efforts which were made towards the development of smaller and more flexible manufacturing routes at lower investment costs. This led to the development of an alternative primary ironmaking technology which emerged during the late 1960s and early 1970s. This is the direct reduction (DR) technology in which iron oxide feed stock is reduced to metallic iron by reducing gases at temperatures below the melting point of iron. The product from DR processes, direct reduced iron (DRI), is physically similar to the feedstock in form (usually iron ore lumps and/or pellets) and contains the gangue minerals present in the original ore. DRI is also known as sponge iron. It is suitable for use as a scrap substitute during steelmaking operations and has quality advantages over scrap, principally in its low residual content and its ease of handling and feeding.
The DR processes are capable of economic operation at much lower output levels than a BF, typically less than 0.6 Mt per year. They require little supporting infrastructure, and are much less capital intensive than the BF. Some of these DR processes use natural gas as the feedstock for production of reducing gases. The availability of natural gas is not wide spread around the globe. Coal based DR processes are principally rotary kiln based processes and they are popular only in a few countries because of a variety of technical and economic reasons.
DR processes also suffer from the fact that they produce an intermediate product which is in direct competition with scrap since it needs melting and refining very often in an induction furnace or in electric arc furnace. The high cost of the electricity makes electric melting less attractive. Also in depressed environment the fall in the scrap prices leads to lowering of the price of DRI. This has resulted into lower popularity of the DR processes in most of the countries around the world.
The lower popularity of DR processes provided incentives towards development of SR ironmaking process route. The result was a concentration of development effort on processes which could compete with the BF process but which are less vulnerable to the problems which it faced.
Objectives for development of SR ironmaking process
The objectives for the development of SR ironmaking process were as follows.
- Reduced cost – Since the BF is a thermally and chemically efficient process, there is very little scope for any competitor process to reduce the costs spent on the raw materials and energy. But there are opportunities available to reduce the high cost connected with the BF ironmaking avoiding capital intensive associated plant and equipment and production units. So the obvious objective for the SR ironmaking processes was the use of non-coking coal directly as a process fuel and reductant so as to avoid the requirement for a coke making unit. The ability to use iron ore fines also was another objective which offer an opportunity to cut out the cost of agglomeration units such as sintering/pelletizing plant. The use of bulk O2, which has been widely available, offered a method of achieving high process temperatures without the necessity for hot blast stoves, and since O2 is normally available at high pressure there is no requirement for large air blowers.
- Small scale operation – The second objective for the development of SR ironmaking process is to have an economic size of the process. If the dependence of SR ironmaking process on the associated units can be avoided, then the overall investment cost can be consequently reduced making it possible to operate such a process economically at a much smaller capacity (say around 0.5 Mt per year). The small capacity SR processes can also provide the opportunity for a less complex plant which needs considerably shorter construction time for its commissioning and which is much simpler to operate. Also such SR ironmaking technologies can become attractive in those countries where there are difficulties in arranging large scale finances and where there is problem with respect to the availability of metallurgical coal.
- Increased flexibility – SR ironmaking process with low capital costs and with the use of non-coking coal can have higher flexibility during operation. A small and fairly self-contained process unit of SR process can also be logistically and managerially more flexible than a large integrated complex (consisting of coking, sintering and BF processes) in which changes or production delays in one area have effects on all other areas. Flexibility in sources of fuel is advantageous, and a process which can use a wide range of coals from varied suppliers provides additional flexibilities.
- Ability to integrate with available technologies in other areas – This is another objective for the development of a SR ironmaking process. The process must produce iron which can be used by the existing steelmaking processes. Further the SR process is not to interfere with the already operating ironmaking process within the plant. In this context, the required product is to be similar to BF hot metal with respect to temperature and chemical composition.
- Superiority with respect to environmental impact – Since there is a growing awareness of the environmental impact around the world, the process with lower impact on the environment has higher acceptability in the industry. Hence the objective of the development of the SR process is to have lower emissions and waste discharges when compared with the BF process of ironmaking.
Process concept
For the SR ironmaking process to complement and/or compete with the BF process, a new generation of SR processes is being developed. These processes are based on non-coking coal as the main fuel and reductant and aim for a liquid iron product. Several of these processes propose to use tonnage O2 as the oxidant to enable the process heat requirements to be satisfied by combustion of the coal fuel. A few envisage large scale usage of electrical heating as the source of process heat.
Smelting reduction of iron ores to give a liquid iron product in processes other than the BF has long been recognized as a technically feasible and attractive process route and a number of process concepts have been proposed. Many of these process concepts have never found commercial application and now seem unlikely to be developed.
For knowing, how the SR ironmaking processes have evolved to the present development level, it is necessary to understand the starting positions from which the concepts of the SR ironmaking process have been developed.
- Basic oxygen steelmaking (BOS) based process concepts – During the late 1970s and early 1980s there was considerable interest in methods of reducing the costs of BOS route of production by enhancement of the scrap melting capability of the process. This was stimulated by the low price level of scrap at that time. Methods of adding fuel (usually coal) to the converter and then liberating heat to melt additional scrap by blowing extra O2 were developed, but the energy recovery in the vessel tended to be relatively inefficient and a significant proportion of the fuel energy was lost in the furnace exhaust gases. It was quickly realized that these gases were very suitable for use as reducing gases in direct reduction, which was a well understood technology. Then it became obvious that the reduced iron produced can be fed to the converter as the metallic feedstock for sustaining a self-sufficient melting and reduction process. Initially the feeding of hot DRI from the reduction unit to the steelmaking reactor was seen as a difficult engineering issue, and processes were proposed in which DRI was cooled before discharge from the reduction unit. However, it has now been accepted that the improved energy efficiency gained by hot transfer of DRI outweighs the engineering problems, and the present process concepts are based on hot transfer. Although there are process specific features of the various BOS based processes, which reflect differences in engineering and process emphasis on the part of the developers, the basic concepts and thermochemical design of the processes are practically identical.
- Direct reduction based process concepts – Since natural gas based DR reduction process became progressively less attractive in most locations because of the availability and high prices of the natural gas, efforts were directed towards using non-coking coal as a source of reducing gas for operation of DR plants. The DR process linked with the coal gasification was considered technically feasible but unviable because of its high capital costs of coal gasification. However, this concept was taken forward, and a melter- gasifier of an innovative design was proposed which was linked to a reduction shaft of a fairly conventional type. The melter-gasifier has a fluidized bed, fed with coal and DRI from the reduction shaft, with O2 lances submerged in the fluidized bed. Coal entering the bed is devolatilized and the remaining char forms the principal constituent of the fluidized bed, and the fuel for melting of the DRI.
- Process concepts based on the BF hearth – Several process designs were proposed in which melting and gasification takes place in a coke bed, in much the same way as the final melting stage in a BF. In these designs O2 and coal are injected into a reactor packed with coke which is also fed with DRI. The melted iron and slag percolate through the coke to collect in the bottom of the reactor, and the hot gases leave the melting zone through the coke bed. The coke is present to give an open bed in which melting takes place and from which gas can escape, but the main fuel is non-coking coal which is combusted with O2. In this process concept, the aim is to minimize coke consumption. In this process concept, DRI can also be injected into the base of the reactor along with coal and O2 or alternatively introduced from the top of the reaction zone with the coke required to make up for the coke consumed in the reactor. A further development of the concept has been in the direction of making the reduction stage in the upper part of the melting reactor rather than a separate process unit, giving a continuous counter current oxy/coal smelting reduction process. Such process sought to approach the very high levels of thermal and chemical efficiency, of which the BF is capable.
- Process concepts with input of electrical energy – These concepts have been the basis for several processes. These concepts use electricity as the heat source and coal or other hydrocarbons only as reducing agents. The basic assumption in these concepts is that with time nuclear power generation will provide abundant electrical energy at very low cost, and that fossil fuels will become progressively more expensive as resources become depleted. Normally, these concepts employ electrical heating for reactor designs which in other respects resemble those employed in the various oxy/coal processes. These concepts recognize that the thermochemical constraints imposed by the carbon/hydrogen/oxygen/iron chemical system apply whether the heat source is combustion or electricity.
- Process concepts employing electric melting furnaces with fossil fuel as primary energy – There are several processes which use electric furnaces for the melting and final reduction, and the use of fossil fuels, usually non-coking coals, as the primary energy source. Under these concepts, usually the fuels are introduced at the reduction stage and the exhaust gases from reduction, together with other waste heat arising are used to generate the electrical energy used in the melting operation. This type of design allows a degree of decoupling of the reduction and melting operations, which need not be closely matched, since the process can always be brought into balance by import or export of electricity from or to the distribution grid. In general these processes transfer partially reduced material plus some fuel (char) from the reduction unit to the melter which also performs final reduction.
Based on above objectives and concepts, development work was carried out for several processes. Some of these processes are BSC, CIG, Hoogovens, Kobe, Krupp, Korf, BSC Oxy/Coal BF, Kawasaki, Pirogas, Plasmasmelt, Sumitomo, DSS, Combismelt, Elred, and Inred etc. Some of these processes did not survive after initial work at laboratory scale. Some reached the pilot plant stage and then abandoned. Some of these development efforts got merged because of large scale ‘merger and acquisition’ activities taking place during the period and the development work continued with new names for the process. However, the knowledge gained during these development works helped in the further development of the SR processes for ironmaking.
In recent years, around twenty SR processes have been under development throughout the world. The basic principle of a SR process is to melt the pre-reduced iron ore/sinter/pellets with non-coking coal and O2 or hot blast in a reactor. The aim of all the SR processes is to consume the least amount of non-coking coal and O2 to make the process fuel efficient.
The SR processes for ironmaking can be broadly divided into two categories namely (i) process utilizing coal and electricity, and (ii) process utilizing O2 and non-coking coal.
Processes utilizing coal and electricity
These SR processes utilize electricity as the source of energy and non-coking coal as reductant. Based on the number of stages involved, these processes can be divided mainly into two types namely (i) single-stage process, and (ii) two-stage process.
In the single stage process, the reactor vessel is fed with cold iron ore without any pre-reduction and non-coking coal is used as reductant. In this process, both reduction and smelting take place in the electric smelter. The exhaust gases from the smelter are used for internal generation of electricity. The process offers greater flexibility compared with any other oxy-coal process.
In case of two stage process, the DRI produced in a reduction unit is smelted in the electric smelter. The exhaust gases from the reduction unit are used for internal generation of electricity. The process offers greater flexibility compared with other oxy-coal processes.
The concepts of single stage and two stage processes utilizing coal and electricity is shown in Fig 1.
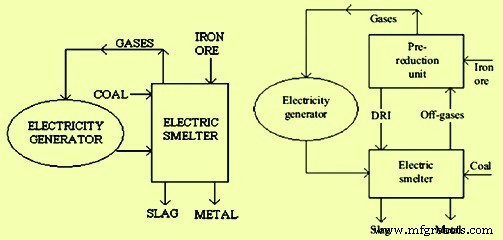
Fig 1 Concepts of single stage and two stage processes utilizing coal and electricity
Processes utilizing oxygen and coal
These SR processes utilize oxy-coal combustion as the source of energy as well as for the reduction purpose. Based on the number of stages involved (according to their thermochemical design), these processes can be divided into three types namely (i) single stage process, (ii) two stage process, and (iii) three stage process.
The single stage process is the simplest of all the iron bath process and theoretically represents the ideal designs where hot metal is produced in a single reactor in which both reduction and smelting takes place. In this process, all the metallurgical reactions are carried out in a single reactor where iron ore, coal, and O2 are fed and the gases evolved from the liquid bath are post combusted to a very high degree (around 75 %) and the major portion of heat is transferred back to the liquid bath. The reactor is fed with wet coal and wet iron ore without any pre-reduction and hence the process has high energy requirement. The total energy is supplied by the combustion of coal with O2. The requirements of O2 and coal are high because of the limited possibilities available for the utilization of the reducing gas. This SR process is generally inefficient and economically unattractive, unless adequate credits are given for the large amount of high value (high-temperature and high-reduction potential) exhaust gases. Proper control of the foamy slag with oxidizing potential and high boiling characteristics and the refractory erosion are the two other problems associated with this process. The advantages include low capital cost, use of unprepared iron ore and non-coking coal, and the ability to accept low grade ore and coal. Romelt and Ausmelt processes are examples for this SR process. The concept of single stage SR process utilizing O2 and coal without and with post combustion is shown in Fig 2.
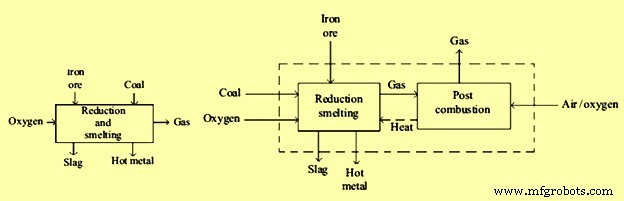
Fig 2 Concept of single stage SR process utilizing O2 and coal without and with post combustion
In the two stage process, two separate reactors for pre-reduction and smelting reduction are used. The exhaust gases from the smelting stage are utilized for pre-reduction which in turn reduces the energy requirement for final reduction and melting. Depending on the degree of pre-reduction and post-combustion, these processes can be further divided into two groups. In the first group, those processes are there which have a high degree of pre-reduction and a very low degree of post-combustion. This necessitates a close control of smelting process wherein the composition and the amount of the exhaust gases generated are just sufficient to produce a highly metalized DRI. Corex process belongs to this category. In the second group, those processes are there which have low degree of pre-reduction and a high degree of post-combustion. The hot pre-reduced iron oxides are generally charged into smelting reactor along with non-coking coal and O2/preheated air. The gases evolving from the liquid bath are post-combusted by O2/preheated air inside the smelter. The heat of the post-combustion is efficiently transferred from the gas phase to the liquid bath. Processes such as HIsmelt, DIOS, AISI-DOE, etc., belong to this group. The efficiency of the two-stage process can be improved by separating the gas reaction zone from the smelting zone. Heat loss occurs because the melter exhaust gases are to be cooled from 1600 deg C to 800 deg C before they can be used for reduction. However, if carbon is present in the gas reaction zone, it can help reduce the temperature of the off gas because of the endothermic reactions C+ CO2= 2 CO, and C + H2O = CO + H2. The concept of two stage SR process utilizing O2 an coal without and with post combustion is shown in Fig 3.
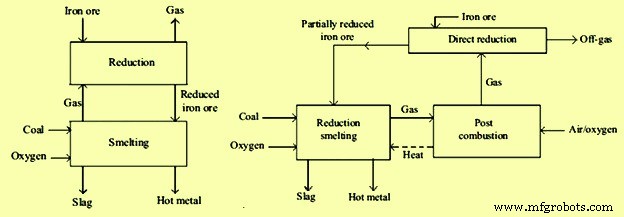
Fig 3 Concept of two stage SR process utilizing O2 and coalwithout and with post combustion
In the three-stage process, a separate gasifier is coupled with the smelting unit and the pre-reduction unit to gasify coal producing CO, H2, CH4, etc. This process needs an additional step of gasification/gas reformation between smelting reactor and pre-reduction reactor. The presence of carbon in gasification zone helps in reducing the temperature of the smelter off gases without the loss of energy. The concept of three stage SR process utilizing O2 and coal is shown in Fig 4.
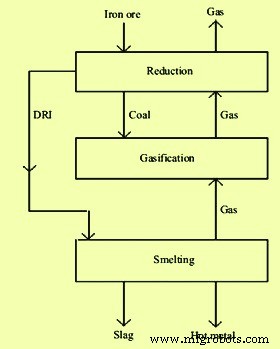
Fig 4 Concept of three stage SR process utilizing O2 and coal
Advantages of SR process
SR process has many advantages with respect to raw materials, energy cost, capital cost, economy of scale, and environmental compatibility. These advantages include the following.
- Lower investment cost because of lower economic scale of operation as compared to BF.
- Lower operating cost mainly because of the use of non-coking coal.
- High smelting intensity with high productivity because of faster reaction kinetics and increased transport rate due to convection. The specific melting capacity is very high, at least twice that of the specific melting capacity in a BF. The direct utilization of iron ore fines and coal fines is possible.
- There is no requirement of expensive coking coal.
- The process contributes to the elimination of sintering/pelletizing and coke making. Because of this elimination, there is decrease in manpower requirement and reduction in the operational cost.
- The process is environmental friendly because of lower emissions.
- The process maintains quality of hot metal which is same as being obtained in a BF.
- The improved control over process parameters is possible.
- Flexibility is available in selection of thermochemical design.
- Reduction process is faster than a BF.
- It is possible to recycle of existing stock-piles, in-plant dusts, sludge and other reverts to the extent possible.
- The process gives improved energy economy by utilizing exhaust gases for electricity generation. The SR process yields rich off gases, which can be used for the generation of electricity.
Limitations of the SR process include the following.
- The process consumes large amount of O2, the generation of which needs high amount of power (around 0.6 kWh per N cum of O2).
- The process generates large quantity of high calorific value (around 2000 kcal/N cum) export gas and the economic viability of the process depends on its efficient utilization.
- The maximum module size of a SR process unit is limited and may not be the best alternative if large iron making capacities are required in the plant.
- Pre-reduction of iron ore is a necessity for the process.
- The process needs highly efficient post-combustion for meeting the energy requirement of the smelting process.
Manufacturing process
- HIsarna Ironmaking Process: Ultra‑Low‑Carbon Steel Production
- Advanced Metal Forging Techniques: Processes and Applications
- Metal Casting Processes: From Molten Metal to Finished Parts
- Vacuum Degassing of Liquid Steel: Enhancing Strength & Quality
- Tecnored: Innovative Coke‑Free Ironmaking Process
- Direct Iron Ore Smelting (DIOS): Efficient, Coke‑Free Ironmaking
- Romelt Ironmaking Process: Efficient Smelting Reduction for Liquid Iron Production
- Advancing Iron Production: Smelting‑Reduction Technologies for Efficient Hot Metal Production
- Redsmelt: Advanced Two‑Step Iron Production
- CNC Machining vs. Injection Molding: Choosing the Best Manufacturing Process for Your Product Development