


Surface Finish & Roughness: Symbols, Charts, and Callouts Explained
What is a surface finish?
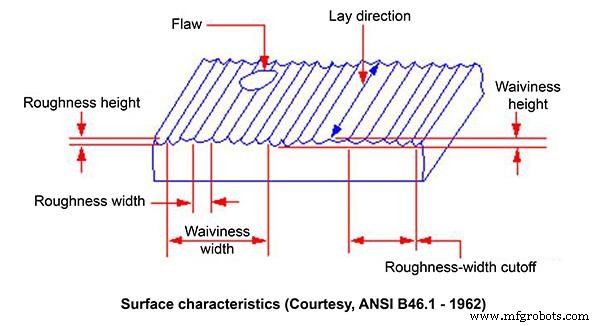
Surface finish measures a surface’s overall texture, defined by the surface’s lay, surface roughness, and waviness. Surface finish is generally referred to as Surface Texture when it contains all three features to prevent misunderstanding because machinists frequently refer to surface roughness as surface finish.
This graphic illustrates how to think about the link between Waviness, Lay, and Roughness:
Surface roughness measurement
The R, W, and P profiles are three main categories of surface texture characteristics that have been standardized in conjunction with the complete symbol. The R profile series is concerned with roughness parameters. The W profile series is concerned with waviness parameters. The P profile series is concerned with structural parameters. The Ra value is the most generally used all around the world.
Surface roughness vs. Manufacturing processes
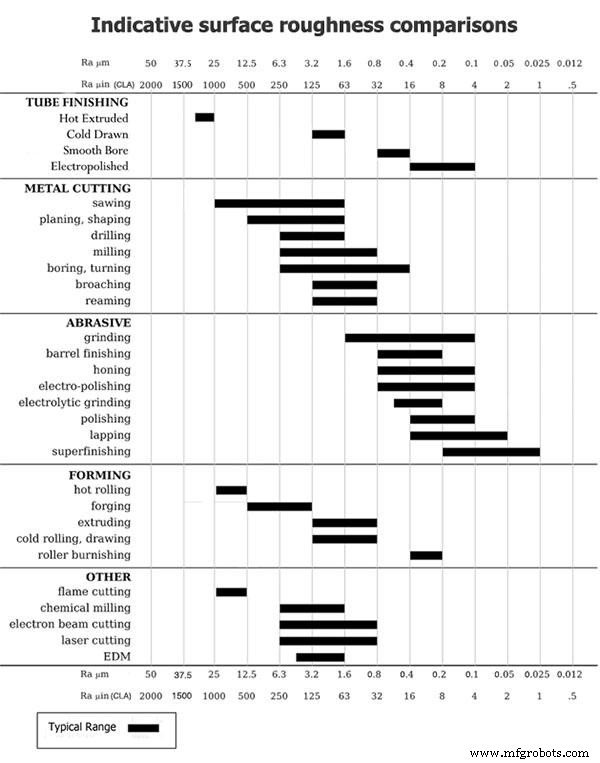
Surface finishes differ greatly depending on the manufacturing procedure used to produce them. A flame cut plate edge, for example, has a significantly different surface quality than a ground surface. Therefore, the first step in determining how to produce a product that requires a specific finish is to select a method capable of producing the necessary surface finish. More than one process may need to be layered to get the desired output most cost-effectively.
Here’s a table with a chart demonstrating the relative surface roughness of several production processes:
Injection moulding surface finish guidelines
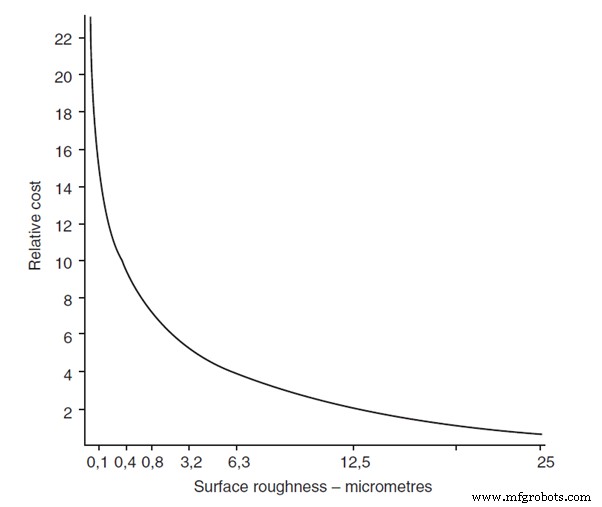
Surface roughness vs. manufacturing cost
The following graph depicts the approximate link between surface roughness and the cost of obtaining such a finish.
Surface roughness standards & equivalents
- ANSI B46.1
- BS EN ISO 1302:2002
| R a-μm – | 0.025 | 0.05 | 0.1 | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.3 | 12.5 | 25 | 50 |
| R a– μinch | 1 | 2 | 4 | 8 | 16 | 32 | 63 | 125 | 250 | 500 | 1000 | 2000 |
| R t (R y ) -μm | 0,25 | 0,5 | 1 | 2 | 4 | 8 | 16 | 32 | ||||
| N-Grade | N1 | N2 | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 | N11 | N12 |
- ISO 1302:1992 standard defined N grade numbers are not used as they are superseded by BS EN ISO 1302:2002
References
Simmons, C. H., Phelps, N., & Maguire, D. E. (2012). Manual of engineering drawing: Technical product specification and documentation to British and international standards. Burlington: Butterworth Heinemann.
Manufacturing process
- Balancing Cycle Time and Surface Finish: Optimizing Productivity and Quality
- Understanding Surface Finish: Units, Symbols, and Practical Charts
- Mastering Surface Roughness: A Practical Guide to Finish Quality in Manufacturing
- Master Surface Finish Measurement: Conversion Chart & Expert Tips from CNCLATHING
- Mastering Surface Finish: Measurement, Analysis, and Performance Impact
- Achieve Superior Surface Finish with Investment Casting
- Understanding Surface Roughness: Units, Charts, and Measurement Techniques
- Understanding Surface Finish: Units, Symbols, and Key Charts
- Mastering Surface Finish: A Guide to Surface Roughness and Its Impact
- Understanding Standard Machining Surface Finishes: Definition, Importance, and Best Practices