


Aluminum Beverage Can: History, Manufacturing, and Sustainability
Background
Today, 95 % of all beer and soft‑drink cans in the United States are aluminum—about 100 billion units a year, roughly one can per American per day. While most food cans are steel, aluminum’s unique combination of light weight, strength, and corrosion resistance makes it ideal for carbonated beverages. A typical can weighs less than 0.5 ounce yet can withstand over 90 psi of internal pressure, and its glossy surface provides an excellent canvas for eye‑catching graphics.
Aluminum was first isolated in 1782, and by the 1850s it was fashionable in France, even surpassing gold and silver in jewelry and tableware. Napoleon III financed early extraction experiments, but the metal remained prohibitively expensive until the late 19‑century electrolytic process cut costs dramatically, opening the door to industrial applications.
It was not until after World II that aluminum found its way into beverage packaging. During the war, the U.S. shipped beer in steel cans to servicemen overseas. Returning soldiers preferred the can’s convenience, prompting manufacturers to continue producing steel‑canned beer even as bottles were cheaper. In 1958, the Adolph Coors Company released the first aluminum beer can—a two‑piece design that held 7 oz (198 g). Despite production challenges, the can’s popularity spurred rapid innovation.
The next breakthrough was the hybrid steel‑with‑aluminum‑top can. The aluminum crown reduced galvanic corrosion, doubling the shelf life of beer stored in all‑steel cans, and it enabled the simple pull‑tab opening that replaced the traditional “church key.” By 1963, 40 % of U.S. beer cans featured aluminum tops, and by 1968 the figure had reached 80 %.
Simultaneously, companies pursued fully aluminum cans. Coors and Hamms Brewery adopted the “drawing and ironing” method pioneered by Reynolds Metals in 1963, a process that creates a can in two stages: a punch shapes a cup from a circular blank, and a second machine refines the cup to final dimensions. PepsiCo and Coca‑Cola began using all‑aluminum cans in 1967. From 1965 to 1972, shipments rose from 0.5 billion to 8.5 billion cans, cementing aluminum’s dominance. Modern aluminum cans are lighter, rust‑free, chill rapidly, and offer superior graphic capability while being fully recyclable.
Raw Materials
The primary feedstock for beverage cans is aluminum derived from bauxite ore. U.S. producers import most bauxite from Jamaica and Guinea, then refine and smelt it into molten aluminum. The can alloy typically contains 1 % magnesium, 1 % manganese, 0.4 % iron, 0.2 % silicon, and 0.15 % copper. About 25 % of the U.S. aluminum supply is recycled scrap, and the beverage‑can industry is the largest recycler—claiming more than 63 % of used cans.
The Manufacturing Process
Cutting the Blank
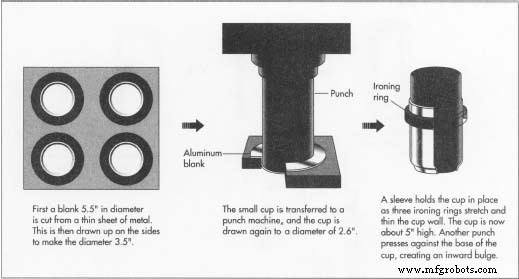
- Aluminum ingots, 30 in (76 cm) thick, are rolled into thin sheets. A 5.5‑in (14 cm) diameter circle—called a blank—is punched from each sheet. Although 12‑14 % of the sheet is lost as scrap, the industry recycles this material. The blank is then drawn into a 3.5‑in (8.9 cm) cup.
Redrawing the Cup
- The cup is transferred to a second machine where a punch reduces its diameter to 2.6‑in (6.6 cm) and increases its height to 2.25‑in (5.7 cm). The punch also presses the cup against ironing rings, thinning the walls. In a single 0.2‑second stroke, the cup reaches 5‑in (13 cm) tall, with a slightly thicker bottom to counter internal pressure.
Trimming the Ears
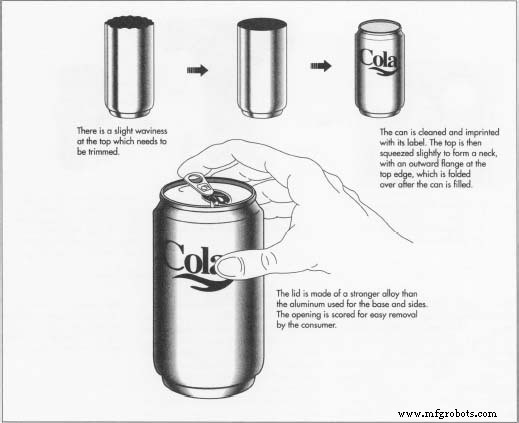
- Residual wavy “ears” at the cup’s rim are trimmed—about a quarter inch—to achieve a straight upper wall.
Cleaning and Decorating
- After trimming, the can’s outer surface remains smooth and glossy, requiring no additional polishing. The can is cleaned, printed, and then a neck is formed by slight compression. A top flange is created for the subsequent lid attachment.
The Lid
- Lids are fabricated from a slightly different alloy—higher magnesium, lower manganese—to provide greater strength. The lid, 2.1‑in (5.3 cm) in diameter, is thicker than the walls and features a central rivet that holds a pull tab. Scoring ensures a clean detachment when the tab is pulled. Automated inspections detect defects in only 1 of every 50,000 cans.
Filling and Seaming
- Once the neck is sealed, the can is filled, the lid is pressed onto the flange, and the seam is welded. The finished can is now ready for distribution.
Byproducts and Waste
Scrap from blank cutting and ear trimming is reused. Recycled cans provide significant energy savings—up to 95 % of the energy required to produce virgin aluminum. Manufacturers continually refine sheet thickness and process control to minimize waste. A 1993 can design featuring a 0.25‑in smaller lid saved producers $3 per thousand units; multiplied across the millions of cans produced daily, the savings are substantial.
The Future
Global aluminum‑can production continues to climb by several billion units annually. To meet demand sustainably, manufacturers focus on material and energy efficiency. Trends include smaller lids and necks, advanced alloy compositions, and precision casting techniques informed by X‑ray diffraction analysis of crystalline structure. While these innovations may be invisible to consumers, they underpin the industry’s ability to produce more economical, eco‑friendly cans.
Manufacturing process
- Expert Guide to Aluminum Laser Marking: Precision, Durability, and Industry Applications
- Aluminum: Production, Properties, and Environmental Impact
- Aluminum Foil: Premium, Versatile Material for Thermal Insulation & Industrial Applications
- Aluminum vs. Standard PCBs: Which Is Best for Your Electronics Design
- Can Aluminum Be CNC Machined? Absolutely – A Guide to Success
- Aluminum Sustainability: Why It’s a Greener Choice
- EN AW-5005 Aluminum Alloy: Low Density, High Thermal Conductivity & Corrosion Resistance
- AA 7075 T7: Premium High‑Strength Aluminum Alloy for Aerospace
- Understanding Beverage Robots: Technology, Automation, and Their Role in the Beverage Industry
- The Anodization Process for Aluminum: Enhancing Durability and Aesthetics