


Microwave Oven: Design, Manufacturing, and Future Innovations
Background
Microwaves belong to the electromagnetic spectrum, a continuum of energy that travels through space via interacting electric and magnetic fields. The spectrum ranges from long‑wave radio to gamma rays, with microwaves occupying the 0.3–30 cm band (approximately 1–30 GHz). Their unique ability to penetrate many non‑metallic materials while being reflected by metal makes them ideal for heating foods. When microwaves interact with polar molecules—especially water—the molecules vibrate, generating heat throughout the food’s volume rather than from the exterior, enabling rapid and uniform cooking.
The culinary application of microwaves was first observed in the 1940s by Dr. Percy Spencer while testing radar vacuum tubes for the U.S. military. The discovery that a 3,000 W magnetron could cook a hot dog in seconds led Raytheon to patent the technology and develop the first commercial microwave ovens. Early models were large and expensive, but by the late 1970s home models entered the market, spurring mass‑production and feature expansion.
Design
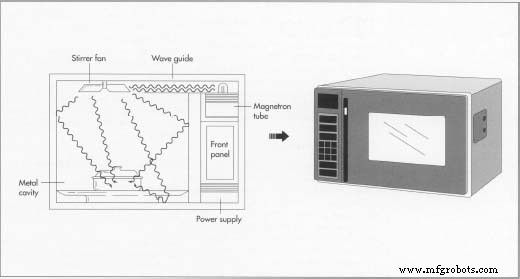
The core architecture of a microwave oven is remarkably consistent across manufacturers. The external casing houses electronic controls—motors, relays, and a user interface—while the internal cavity contains the magnetron, waveguide, and stirrer fan. A front panel with programmable buttons and a digital display enables users to set cooking time, power level, and specific modes such as defrost or reheat.
The oven cavity and door are fabricated from steel, electro‑deposited with a thin acrylic enamel for durability and visual clarity. The magnetron, a high‑power vacuum tube, generates microwaves and is protected by a thermal fuse and a cooling fan that circulates air through the metal fins. A waveguide directs the energy to a stirrer fan, which evenly distributes microwaves across the cavity. Some models employ dual fans or dual entry ports to enhance uniformity, while a rotating turntable further mitigates hot spots.
Raw Materials
The outer shell is a one‑piece metal enclosure; the inner panels are galvanized or stainless steel with a light acrylic enamel finish. The cooking surface is typically ceramic or tempered glass. Inside, electromechanical components—timers, switches, relays—are made from metal and high‑strength plastics. Gears, belts, screws, and cables complete the assembly, ensuring reliable operation.
The Manufacturing Process
Oven Cavity and Door Manufacture
- 1. The cavity and door frame are stamped from steel using high‑speed presses, producing 12–15 parts per minute. The parts are rinsed in an alkaline cleaner and washed to remove residues.
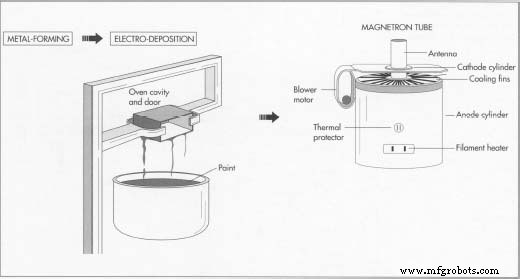
- 2. A zinc‑phosphate primer prepares the surfaces for electro‑deposition. The parts are submerged in a 200‑volt paint bath for 2.5 minutes, forming a 1.5‑mil thick coating. They then undergo a 300 °F bake for 20 minutes to cure the paint.
- 3. A perforated metal plate is affixed to the door’s window aperture; it reflects microwaves while allowing light to pass. The door is later bolted to the cavity.
The Magnetron Tube Subassembly
- 4. The magnetron core comprises a cathode cylinder, filament heater, metal anode, and antenna. A powerful magnet surrounds the anode, creating the magnetic field that induces microwave generation. Thermal protectors guard the tube against overheating.
- 5. The antenna sits in a glass tube from which air is evacuated to create a vacuum. The waveguide attaches to the protruding antenna, and a blower motor cools the metal fins. A plastic fan draws external air toward the vanes, completing the subassembly.
Main Chassis Assembly
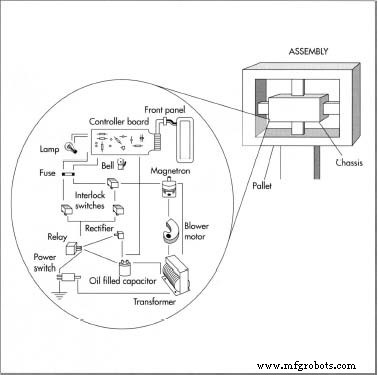
- 6. On a pallet, the chassis is bolted to the cavity, and the door is secured with hinges. The magnetron is mounted beside the cavity.
- 7. The high‑voltage transformer, oil‑based capacitor, and rectifier supply the magnetron. These components sit adjacent to the magnetron for efficient power delivery.
Stirrer Fan
- 8. The stirrer fan, positioned atop the cavity, may be driven by a pulley from the magnetron blower or by its own motor. A protective shield encloses the fan to prevent debris from entering the waveguide.
Control Switches, Relays, and Motors
- 9. The cook and defrost switches energize relays that power the transformer and trigger timers. Interlocking switches ensure the magnetron shuts off instantly if the door opens. A timer bell signals cycle completion.
Front Panel
- 10. The user interface is mounted to the chassis, with a control board beneath it. This board orchestrates programmed operations via sockets and cables connecting to internal components.
Case Assembly
- 11. The outer metal case is formed on a roll former, slipped onto the pre‑assembled oven, and bolted to the chassis.
Testing and Packaging
- 12. After attaching power cords and knobs, the oven undergoes continuous operation for 50–100 hours to verify reliability. A palletizer robot logs model and serial data before the unit is packaged.
Quality Control
Because microwave ovens emit ionizing radiation, rigorous testing is mandated. Federal regulations cap leakage at 5 mW/cm² at a 2‑inch distance from the oven surface. Dual interlocking switches prevent microwave generation if the latch is released or the door opens. Automated scanners measure emission around the door, window, and rear, while additional diagnostics verify magnetron positioning and antenna integrity. Data from each test informs immediate corrective action.
The Future
Microwave ovens remain indispensable in contemporary kitchens. Emerging trends include specialized cookware and packaging engineered for microwave use, and advanced features such as recipe databases stored in memory and accessible via touch screens. Hybrid appliances that combine microwave heating with conventional convection or grilling are increasingly common, offering versatile cooking options for modern households.
Manufacturing process
- Microwave Tube Technology: From Klystrons to Magnetrons
- How Coke Oven Gas is Generated and Used in Ironmaking
- Optimizing Coke Oven Battery Performance for Metallurgical Operations
- Coke Oven By-Product Plant: Optimizing Gas Capture and Energy Efficiency
- Coke Oven Gas Injection: Boosting Blast Furnace Efficiency and Reducing CO2 Emissions
- Optimizing Direct Reduced Iron (DRI) Production Using Coke Oven Gas as a Reductant
- Optimizing Coke Production in Byproduct Coke Oven Batteries
- Expert Coke Oven Refractory Repair Services for Optimal Performance
- How Byproduct Coke Oven Batteries Produce Coke for Steelmaking
- Ultra‑Sensitive Graphene Microwave Photon Sensor