


Preventing Major Downtime: How Acoustic Emission Monitoring Saved a Food Manufacturer Time and Money
A recent acoustic emission (AE) study uncovered a potential critical bearing failure, prompting a planned preventive action that saved a leading food manufacturer from significant cost and unplanned downtime.
The AE equipment, along with the primary inspection tools, was supplied by Holroyd Instruments. This case illustrates how such technology can avert a major unplanned event, avoiding costly collateral damage to related equipment and the extended lead time that would have led to prolonged downtime and dissatisfied customers unable to rely on stock availability.
The story began in April 2010 when elevated readings were first detected at two node points on a large step‑down transfer gearbox during a routine seven‑day sampling schedule. The distress signals exceeded the alarm threshold and prompted further inspections. A third elevated reading, showing an upward trend, triggered a planned work order in the computerized maintenance‑management system (CMMS) to investigate and act. Removing the gearbox from service was not an option due to high production demands, and prior experience with a sister line’s bearing replacement heightened the perceived risk.
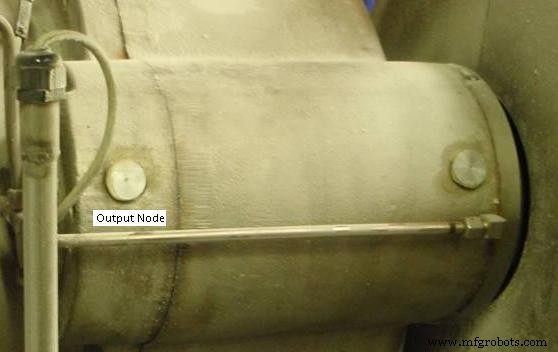
The input side of a transfer gearbox, with the output bearing node point on the left-hand side.
Detailed inspections confirmed that the bearing with the highest distress was indeed the output bearing. Audible clicks were pronounced at the output end. The two bearings at the node locations—driving the motor at the input and output—were the focus of the analysis; the adjacent bearings on the large helical step‑down gear remained low and silent. The engineering manager was advised that an anomaly existed on one input bearing, the others were in good condition, and production could continue with targeted condition monitoring. Oil sampling frequency increased from monthly to bi‑weekly, and AE inspections moved to a four‑day cycle, providing comparative data for the eventual bearing replacement.
The planned bearing replacement involved coordination among the production planner, maintenance manager, and product specialist. It was clear that the gearbox would need to remain in service for at least another six months until the new bearings were available. Contingency plans were established for an emergency change if AE readings or oil samples indicated imminent failure, with warnings that a sudden bearing failure could occur rapidly. A new bearing set was purchased, and a meeting with the bearing manufacturer was scheduled to examine the used bearings when they were removed in early 2011.
AE readings stayed elevated during this waiting period, but oil samples showed no significant rises in key elements associated with roller bearing failure. In the weeks leading up to the replacement, spectra were collected from all gearbox points for future evaluation, eliminating potential confounding frequencies from the oil pump and surrounding components. An AE envelope spectrum graph before the bearing change is shown below.
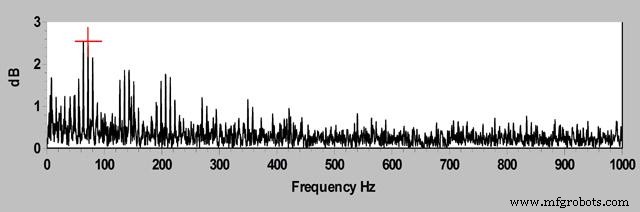
As visible, a spike at 73 Hz—matching the bearing race frequency—indicated a race surface defect rather than a cage or element failure.
The bearing replacement proceeded, and the plant returned to operation within 12 hours, avoiding any unplanned downtime. The used bearing set was returned with the gearbox, degreased, and inspected. Both bearings initially appeared similar and in good order. Upon disassembly, the suspect output bearing revealed a major spall on the inner race, with extensive pitting and debris. A representative from the bearing manufacturer confirmed that the bearings had performed admirably given the harsh operating conditions over nearly ten years, representing an end‑of‑life failure that could have accelerated to catastrophic failure within days or weeks. The spall measured approximately 10 mm long and 2.5 mm wide.
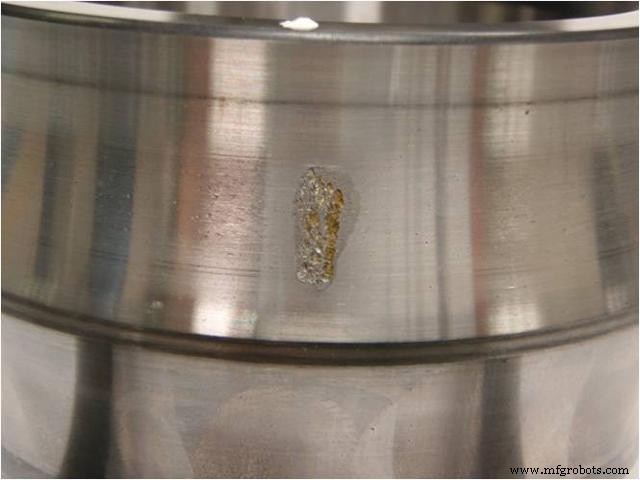
Spall damage to the race, featuring feathered edges and surface pitting in the loaded area. The next layer of material on the right-hand side would have failed.
After remedial work, additional spectra were recorded to confirm the absence of high‑frequency noise. Carpet noise levels dropped to a third of the prior measurements; the maximum peak fell below 0.4 dB, and the carpet level was under 0.2 dB.
In conclusion, the daily use of these systems and tools proved essential in detecting the anomaly before it escalated into a major event. The success hinged on close collaboration between engineering and operations, enabling planned maintenance with minimal disruption.
Key lessons include the appropriateness of seven‑day inspection intervals for this critical plant, the early initiation of preventive action, the precision of AE in pinpointing bearing faults, the synergy between audible clicks and rpm data, and the confidence that early‑stage anomaly detection provides for timely remedial work.
Root‑cause analysis performed immediately after the bearing replacement confirmed that, as the bearings had reached end‑of‑life, no alterations to future maintenance schedules were required. AE‑based condition monitoring gave the assurance to detect any future anomalies at a very early stage.
For more information on condition monitoring systems, visit Kittiwake Holroyd at www.kittiwakeholroyd.com.
Equipment Maintenance and Repair
- Real‑Time Lubrication Monitoring: How Portable FT‑IR Drives Proactive Maintenance
- How SAPPI’s Ehingen Plant Uses Condition Monitoring to Boost Efficiency and Reliability
- Managing Shaft Expansion: Effective Bearing Strategies for High‑Heat Machinery
- 5 Ways Anti‑Seize Lubricants Save Time, Money, and Prevent Headaches in MRO
- Ensuring Safety: The Essential Role of Cargo Monitoring in Crisis and Beyond
- Boost Efficiency and Reduce Costs with Combination Cutting Tools
- Avoiding Common Pitfalls in Condition Monitoring for Factory Maintenance Success
- Industry 4.0: Transforming Asset Condition Monitoring for Unmatched Efficiency
- How Asset Tracking Cuts Costs and Saves Time: 3 Proven Strategies
- Prevent Hydraulic Failures with Regular Inspections—Save Time, Money, and Lives