


Optimizing MRO Inventory: How to Set Effective Stocking Levels
In the 1960s, a TV commercial famously asked, “Is three enough? Is six too many? You never know with prunes.” If you recall the ad, it highlighted a simple truth: the right quantity depends on the situation. If you can’t remember, a quick search for Fletcher’s Castoria will bring it back to life.
Today, many MRO storerooms face the same dilemma. Is three units sufficient? Is six excessive? When asked how to determine the proper stocking level, the common reply is “it depends.” This article outlines the key considerations and introduces a practical method for setting stocking levels that balance service and cost.
Before addressing stocking levels, ask whether a particular item truly needs to be in stock. Some argue that critical spare parts must always be on hand; others insist that only critical items should be stored. The core of the debate is valid: some materials must be readily available at all times. However, *readily available* does not always mean on hand or on site. If a part can be obtained within a time frame that does not jeopardize operations or incur unacceptable risk, it may be unnecessary to keep it in inventory. Consignment, vendor stocking, and similar arrangements can reduce lead times to the point where on-site storage is redundant.
Assuming you decide a part should be stocked, the next question is how to determine the appropriate level and who should make that decision. Some companies rely on software and statistical models to calculate reorder points, but the methodology must be transparent and aligned with your parts’ criticality, failure probability, and vendor reliability. If the tool merely spits out numbers you cannot interpret, its value is questionable. Cost, responsibility for stockouts or excess inventory, and the simplicity of the approach should all be weighed.
The Order Point Model
Most MRO parts use an Order Point method. Figure 1 illustrates the basic concept.
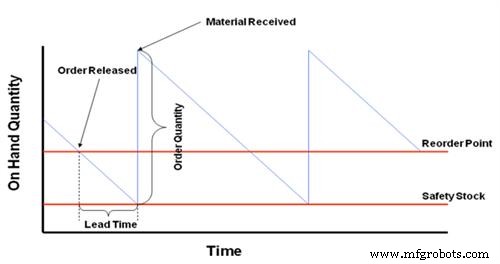
Figure 1. Order Point Model
The diagram shows how usage depletes on‑hand inventory until the reorder point is reached, triggering a replenishment order. Demand continues during lead time, and when the order arrives, inventory rises by the reorder quantity. The resulting sawtooth pattern keeps inventory fluctuating between a maximum and a minimum.
When the reorder point and quantity are correctly set, service is assured and inventory is managed efficiently. In reality, demand can be erratic, vendors unreliable, and lead times variable. Thus, safety stock must hedge against supply and demand fluctuations while keeping inventory at an acceptable level.
New items often require the requester to fill out a stock request form with *minimum* and *maximum* quantities. These values are frequently accepted without validation, leading to stockouts or excess inventory that persists because the parameters are rarely revisited.
A better approach examines each stocking parameter in depth. First, the reorder point.
Reorder Point
In the Order Point model, the reorder point is the lowest inventory level that should be reached under ideal conditions—often referred to as *safety stock*. It should cover the total anticipated demand during the part’s lead time, ensuring continued support while waiting for replenishment. Key questions for the requester include:
- Does the requester have a reliable estimate of future demand? Has failure mode and probability analysis been performed? Is asset criticality considered, or is a manufacturer’s suggested spare list simply copied?
- Is the item’s availability understood? Who is the vendor, and what are the advertised lead time and reliability?
- Does the requester know what information is required and how it will be used? Are they expected to provide a minimum quantity (safety stock) or a maximum quantity (reorder quantity)?
Stocking levels should support anticipated requirements, not merely fill shelves. Stock request forms should request a demand estimate over a defined period—week, month, year, or other—and, after purchasing verifies lead time and vendor reliability, all stakeholders (requester, reliability engineering, stores, purchasing, maintenance, operations) should agree on the final reorder point.
Reorder Quantity
Reorder quantity is typically driven by vendor lot size, economic order quantity, or available storage. It dictates how often orders are placed (the number of teeth in the sawtooth) and impacts average stock level and carrying costs. Rather than asking the requester for a maximum quantity, request how many units are issued at once. Purchasing and stores can then recommend an appropriate reorder quantity that balances ordering costs against inventory investment. Consensus among stakeholders remains essential.
Striking the Right Balance
With the unit cost, planned lead time, and estimated demand, the Order Point model can project on‑hand quantity and investment for any combination of reorder point and quantity.
Example 1 (low‑value item):
On‑Hand: 16 pieces
Reorder Point: 14 pieces
Reorder Quantity: 12 pieces
Unit Cost: $10.00
Planned Lead Time: 4 weeks
Estimated Requirements: 100 per year
The usage rate (~2 per week) means the reorder point represents ~7 weeks of demand. With a 4‑week lead time, the inventory never drops below 8 pieces (~4 weeks). The safety stock investment is low, so a conservative safety margin is acceptable for a $10 item. However, a 12‑piece reorder quantity (≈6 weeks of demand) leads to frequent orders, increasing ordering costs relative to the minimal carrying costs. For higher‑value items, the trade‑off shifts dramatically.
Example 2 (high‑value, low‑usage item):
On‑Hand: 1 piece
Reorder Point: 0 pieces
Reorder Quantity: 1 piece
Unit Cost: $2,500
Planned Lead Time: 8 weeks
Estimated Requirements: 2 per year
This common strategy—use the current unit, then reorder one more—creates periods where inventory is zero. If that risk is acceptable, the parameters may be fine; if not, adjust the reorder point and quantity to reduce stockout risk.
Using such a model highlights service and investment issues for each item, allowing you to adjust parameters until the inventory profile aligns with acceptable service levels and cost targets. The tool is useful for both new items and for validating existing ones with recent usage data.
Critical Success Factors
The model assumes steady demand, which is rarely true. Past usage may not predict future needs, so estimated requirements should be periodically validated. Accurate unit cost and lead time data are also essential for realistic outputs.
Just as pruning trees removes dead material to encourage healthy growth, pruning MRO inventory ensures long‑term operational health. The key is involving all stakeholders, agreeing on a balanced approach, and revisiting parameters when outcomes diverge from expectations—rather than blaming a single party.
When applied correctly, this model empowers you to manage inventory proactively rather than reactively.
This article first appeared in the Life Cycle Engineering’s IMPACT newsletter.
About the author
Doug Wallace, CPIM, has over 30 years of combined experience in supply chain operations and management consulting, specializing in global enterprise planning, production and inventory control, and materials management. As a materials management subject matter expert for Life Cycle Engineering (LCE), his primary focus is implementing best practices in procurement, warehouse operations, inventory optimization, and the use of associated business and information systems. He can be reached at dwallace@LCE.com.
Equipment Maintenance and Repair
- Revolutionizing MRO: Four Emerging Spare‑Part Trends
- Lean Maintenance: Eliminating Waste to Boost Reliability and Cost Savings
- Bridging Gaps in MRO Management: Proven Strategies for Seamless Supply Chain Coordination
- Optimizing MRO Inventory Drives Profitability for Utilities
- Escaping the MRO Storeroom Productivity Trap: Proven Strategies to Cut Costs and Boost Efficiency
- Optimizing MRO Inventory: Strategies for Cost Savings and Operational Efficiency
- Revolutionizing Inventory: How Cloud‑Based Management Drives Lean, Customer‑Centric Production
- 6 Proven Strategies to Optimize Your MRO Inventory Management
- Mastering Preventive Maintenance: Crafting a Reliable Schedule for Peak Facility Performance
- Reduce 3D Printer Noise: Proven Techniques to Keep Your Workspace Quiet