


Fanuc G84 Rigid Peck Tapping Cycle – Expert Guide to Deep Hole Tapping
Tapping a deep hole in rigid tapping mode may be difficult due to chips sticking to the tool (tap) or increased cutting resistance.
Peck Rigid Tapping
To make such deep hole tapping operations easy for CNC machinists there is a cycle on Fanuc cnc controls G84 Peck Rigid Tapping Cycle.
For CNC machinists who work on Haas cnc controls you are also lucky read Deep Hole Tapping with Chipbreaking or Peck Tapping on Haas CNC
In Fanuc G84 Rigid Peck Tapping Cycle, cutting is performed several times (Pecks) until the bottom of the hole is reached.
Fanuc G84 Peck Rigid Tapping Cycle Format
G84 X_ Y_ Z_ R_ P_ Q_ F_ K_ ;
X Y – Hole position.
Z – Z-depth (feed to Z-depth starting from R plane).
R – Position of the R plane.
P – Dwell time at the bottom of the hole and at point R when a return is made.
Q – Depth of cut for each cutting feed (Peck depth).
F – The cutting feedrate.
K – Number of repeats (if required).
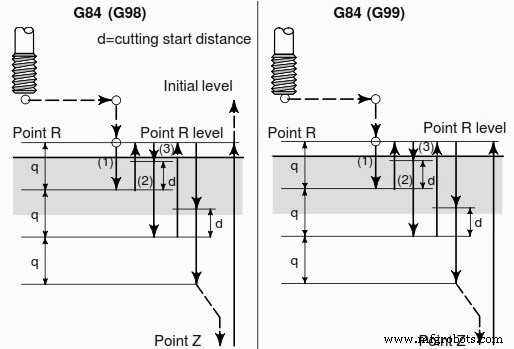
G84 Rigid Peck Tapping Cycle
For complete details about G84 Tapping Cycle and use of G98 G99 with G84 tapping cycle read G84 Tapping Cycle – CNC Mill Programming
CNC Machine
- Efficient Peck Drilling on a Fanuc CNC Lathe Using G74 Cycle
- Master the G84 Tapping Cycle: Practical CNC Programming Guide
- Fanuc G83 Peck Drilling Cycle – Deep Hole Drilling Guide
- Comprehensive CNC Program: G81 Drilling & G84 Tapping Cycles Demonstrated
- Fanuc G74 Left‑Hand Peck Tapping Cycle for CNC Milling – Precise Reverse Threading
- Master the Fanuc G83 Peck Drilling Cycle for Deep‑Hole Efficiency
- Fanuc G84 Tapping Cycle: Complete Guide & Syntax
- Heidenhain Rigid Tapping Cycle: A Practical Conversational Programming Example
- Sinumerik CYCLE84: Advanced Rigid Tapping Cycle for Precision Hole Drilling
- ECS G84 Tapping Cycle: Setup and Optimization for Milling Machines