


Sinumerik CYCLE84: Advanced Rigid Tapping Cycle for Precision Hole Drilling
Sinumerik CYCLE84 Rigid Tapping Cycle
CYCLE84 produces tapped holes without using a floating tapholder.
CYCLE84 can be applied only if the spindle designated for drilling is capable of working in the position-controlled spindle mode.
Programming
CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT,PIT, POSS, SST, SST1)
Parameters
| Parameter | Description |
|---|---|
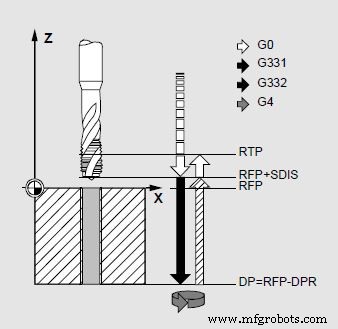
| RTP | Return plane (absolute) |
| RFP | Reference plane (absolute) |
| SDIS | Safety distance (enter without sign) |
| DP | Final drilling depth/elongated hole depth/slot depth/pocket depth (absolute) |
| DPR | Final drilling depth/elongated hole depth/slot depth/pocket depth relative to reference plane (enter without sign) |
| DTB | Dwell time at final drilling depth (chip breaking) |
| SDAC | Direction of rotation after end of cycle Values: 3, 4 or 5 |
| MPIT | Thread pitch as thread size – 3 (for M3) … 48 (for M48) |
| PIT | Thread pitch; values: 0.001 … 2000.000 mm |
| POSS | Spindle position for oriented spindle stop in cycle (in degrees) |
| SST | Speed for tapping |
| SST1 | Speed for return |
Efficient Tapping with Sinumerik CYCLE840 and Floating Tapholder – No Encoder Needed
Okuma G76 Fine Boring Cycle – Precise Hole Drilling & Parameter Setup
CNC Machine
- Mastering Rigid Tapping on Sinumerik 840D/810D with G331 & G332 Codes
- Fanuc G84 Rigid Peck Tapping Cycle – Expert Guide to Deep Hole Tapping
- G74 Left-Hand and Reverse Tapping Cycle – Complete CNC Programming Guide
- Master the G84 Tapping Cycle: Practical CNC Programming Guide
- Sinumerik L93 Recessing Cycle: Sample CNC Program for Groove Machining
- Optimize Thread Cutting with Siemens Sinumerik L97 Cycle – External, Internal, Taper, and Transversal Threads
- CYCLE81 Drilling Cycle on Sinumerik 840D Turning – Expert Guide
- Fanuc G84 Tapping Cycle: Complete Guide & Syntax
- Heidenhain Rigid Tapping Cycle: A Practical Conversational Programming Example
- ECS G84 Tapping Cycle: Setup and Optimization for Milling Machines