


Siemens Sinumerik HOLES1: Efficient Row-of-Holes Drilling Cycle
Sinumerik HOLES1 Row of holes
Sinumerik HOLES1 cycle is used to produce a row of holes on a straight line.
Programming
G17 Plane active
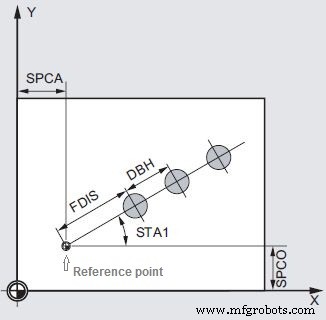
HOLES1 (SPCA, SPCO, STA1, FDIS, DBH, NUM)
Parameters
| Parameter | Description |
|---|---|
| SPCA | Reference point in X-axis (absolute) |
| SPCO | Reference point in Y-axis (absolute) |
| STA1 | Starting angle (–180 to 180 degrees) |
| FDIS | Distance to first hole from Reference point (no sign) |
| DBH | Distance between holes (no sign) |
| NUM | Number of drill holes |
Program Example
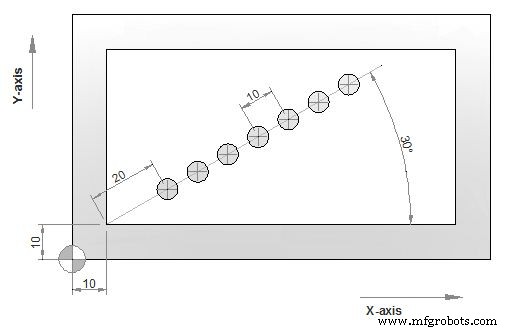
N10 G90 F30 S500 M3 T10 D1 N20 G17 G90 X10 Y10 Z105 N30 MCALL CYCLE82(105, 102, 2, 22, 0, 1) N40 HOLES1(10, 10, 30, 20, 10, 7) N50 MCALL N60 G90 G0 X30 Z110 Y105 N100 M30
Sinumerik CYCLE97 Threading Example – M42×2 Process Overview
CNC Milling Program Example – Step-by-Step G‑Code Tutorial
CNC Machine
- Siemens Sinumerik 840D CYCLE97: Precision Thread Cutting for Cylindrical & Tapered Threads
- Sinumerik 840D CYCLE81: Mastering Drilling Centering Cycles in CNC Programming
- Deep-Hole Peck Drilling with Siemens Sinumerik CYCLE83 – Simple CNC Program
- Siemens Sinumerik CYCLE83: Advanced Deep‑Hole Peck Drilling for CNC Machining
- CNC Lathe Drilling Cycle Example: Sinumerik CYCLE81 for Efficient Machining
- CYCLE81 Drilling Cycle on Sinumerik 840D Turning – Expert Guide
- Master Sinumerik CYCLE82 Drilling Counterboring Cycle: Step‑by‑Step Example Program
- Sinumerik CYCLE82 Drilling & Counterboring Cycle: Advanced CNC Mill Programming
- Siemens Sinumerik 802S: Advanced CNC Control with Stepper Drive Interface
- Siemens Sinumerik 802C: Low‑End 3‑Axis CNC Control for Efficient Manufacturing