


Mastering Rigid Tapping on Sinumerik 840D/810D with G331 & G332 Codes
CNC Rigid Tapping
Most CNC machine tools now offer rigid tapping capability as a standard feature. During rigid tapping, the machine’s spindle rotation and feed are synchronized to match a specific thread pitch as the rigidly- mounted tap is quickly driven in and out of a hole.

Rigid Tapping
Rigid Tapping on Sinumerik 840D/810D with G331/G332
On Sinumerik 840D / Sinumerik 810D rigid tapping is done with G331/G332 G-codes.
G331 Tapping
G332 Tapping with retraction. The spindle changes direction of rotation automatically.
Programming
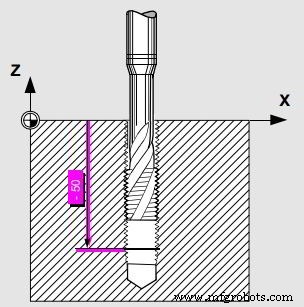
N50 G331 Z-50 K2 S500 N60 G332 Z5 K2
Rigid Tapping on Sinumerik 840D 810D with G331 G332
G331 Tapping
X, Y, Z : Thread end point
I, J, K : Thread lead. Positive lead (e.g. K4) right-hand thread, negative lead (e.g. K-4) left-hand thread.
G332 Tapping with Retraction.
The spindle changes direction of rotation automatically
X, Y, Z : Thread retraction end point.
I, J, K : Thread lead. Positive lead (e.g. K4) right-hand thread, negative lead (e.g. K-4) left-hand thread.
For this function, the spindle must be equipped with a pulse generator.
CNC Machine
- Mastering Sinumerik 840D System Variable Naming: Tips & Best Practices
- Mastering WHILE Loops in SINUMERIK 840D CNC Programming
- Mastering Sinumerik 840D CNC Programming: Expert Guide to Advanced Threading Cycles
- Master the Sinumerik 840D Operator Panel: A Comprehensive Guide
- Unlocking Sinumerik 840D: Master $TC_DP Tool Data Variables for Precise CNC Programming
- Fanuc G84 Rigid Peck Tapping Cycle – Expert Guide to Deep Hole Tapping
- Siemens Sinumerik G63: Tapping with Floating Tapholder – A Practical Guide
- CYCLE81 Drilling Cycle on Sinumerik 840D Turning – Expert Guide
- Efficient Tapping with Sinumerik CYCLE840 and Floating Tapholder – No Encoder Needed
- Sinumerik CYCLE84: Advanced Rigid Tapping Cycle for Precision Hole Drilling