


Setting the Starting Angle in G70 Bolt Hole Circles – A Practical CNC Example
G70 Bolt Hole Circle G-Code (canned cycle) is very simple to program due to its small number of parameters.
G70 bolt hole circle parameters are very self explanatory, but this cnc programming example emphasis on the Starting Angle parameter (G70 J).
G70 Starting Angle Parameter J – This is the value of starting angle of first hole ( 0 to 360° CCW from horizontal at the 3 o’clock position).
CNC Program Example
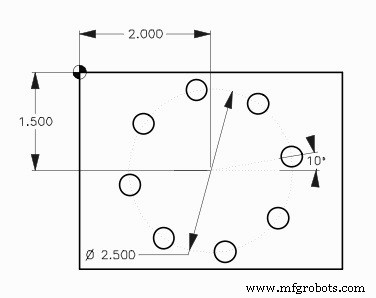
G70 Bolt Hole Circle Example
O1009 N10 T15 M06 N20 G90 G54 G00 X2. Y-1.5 N30 S1620 M03 N40 G43 H15 Z1. M08 N50 G81 G99 Z-0.45 R0.1 F8. L0 N60 G70 I1.25 J10. L8 N70 G80 G00 Z1. M09 N80 G53 G49 Z0. M05 N90 M30
G71 Bolt Hole Arc: Easy CNC Mill Programming for Precise Arc Hole Drilling
CNC Sample Program: G83 Peck Drilling with G70 Bolt Hole Circle for Evenly Spaced Deep Holes
CNC Machine
- CNC G72 Bolt Hole Angles – Sample Code for Accurate Drilling
- Haas CNC G71 Bolt Hole Arc Command – Practical Example for Efficient Hole Drilling
- CNC Sample Program: G83 Peck Drilling with G70 Bolt Hole Circle for Evenly Spaced Deep Holes
- CNC Milling: G70 Bolt Hole Circle Program – Simple & Accurate Example
- G70 Bolt Hole Circle: Automate CNC Milling for Precise Circular Bolt Holes
- Step-by-Step Guide: Mill a Full Circle on CNC Machines Using Practical G‑Code
- Fanuc G72.1 & G72.2 Figure Copy Example – CNC Program for Bolt Hole Circle
- Fadal L93NN BHC Subroutine – Accurate Bolt Hole Circle Drilling
- Fanuc BHC Macro – Custom Bolt Hole Circle Tooling for CNC
- Sinumerik HOLES2: Mastering Hole Circle Machining