


Haas G73 Irregular Path Stock Removal Cycle: Optimized CNC Lathe Operation
Haas G73 Irregular Path Stock Removal Cycle
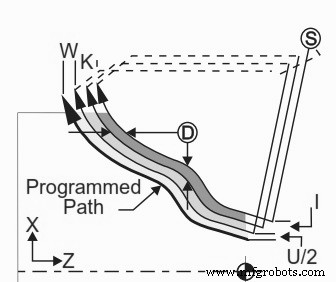
G73 pattern repeating cycle is best used when you want to remove a consistent amount of material in both the X and Z axes.
Format
G73 P80 Q180 U.01 W.005 I0.3 K0.15 D4 F.012
Haas G73 Irregular Path Stock Removal Cycle CNC Lathe
Parameters
D – Number of cutting passes, positive number
I – X-axis distance and direction from first cut to last, radius
K – Z-axis distance and direction from first cut to last
P – Starting Block number of path to rough
Q – Ending Block number of path to rough
U – X-axis size and direction of G73 finish allowance, diameter
W – Z-axis size and direction of G73 finish allowance
F – Feed rate to use throughout G73 PQ block
S – Spindle speed to use throughout G73 PQ block
T – Tool and offset to use throughout G73 PQ block
Haas G73 Example
O0815 (Example) T101 (Select Tool 1) G50 S1000 G00 X3.5 Z.1 (Move to start point) G96 S100 M03 G73 P80 Q180 U.01 W0.005 I0.3 K0.15 D4 F.012 (Rough P to Q with T1 using G73) N80 G42 G00 X0.6 G01 Z0 F0.1 X0.8 Z-0.1 F.005 Z-0.5 G02 X1.0 Z-0.6 I0.1 G01 X1.4 X2.0 Z-0.9 Z-1.6 X2.3 G03 X2.8 Z-1.85 K-0.25 G01 Z-2.1 N180 G40 X3.1 G00 Z0.1 M05 (******Optional Finishing Sequence*****) G53 X0 (Zero for tool change clearance) G53 Z0 M01 T202 (Select tool 2) N2 G50 S1000 G00 X3.0 Z0.1 (Move to start point) G96 S100 M03 G70 P80 Q180 (Finish P to Q with T2 using G70) G00 Z0.5 M05 G28 M30
Optimize Thread Cutting with Siemens Sinumerik L97 Cycle – External, Internal, Taper, and Transversal Threads
Fanuc G73 Pattern Repeating Cycle: Complete CNC Programming Example
CNC Machine
- CNC Fanuc G73 Pattern Repeating Cycle: A Comprehensive Guide
- Download the Official Haas CNC Lathe Operator’s Manual – Comprehensive Guide & Programming Examples
- Comprehensive Guide to Haas CNC Lathe G‑Codes: Essential Commands & Functions
- Comprehensive Guide to Haas CNC Lathe M-Codes
- Haas CNC G10: Precise Programmable Tool & Work Offset Setting via G-Code
- Mastering the G20 Turning Cycle on Fanuc 21TB CNC Lathes
- Mastering Haas Lathe Settings: Complete CNC Configuration Guide
- Comprehensive Guide to CNC G‑Codes & M‑Codes for Milling & Lathes
- Complete CNC Lathe G71 Stock Removal Cycle – NCT Control Programming Example
- Example CNC Lathe Program: OD Turning Using G73 Pattern Repeating Cycle