


20 Common Casting Defects: Causes, Symptoms, and Proven Remedies
Metal casting is a foundational manufacturing process where molten metal is poured into a sand or metal mold to form a part. Even though it’s widely used for its versatility and cost‑effectiveness, the process is inherently prone to a range of imperfections—known as casting defects—that can compromise product quality, increase scrap rates, and inflate production costs.
What Are Casting Defects?
In casting, the molten alloy must fill a cavity under pressure, solidify, and then be removed. Any interruption, contamination, or improper control during these stages can create defects that compromise the part’s mechanical performance and appearance.
Understanding the root causes of these defects allows manufacturers to implement targeted corrective actions—before, during, or after casting—thus improving yield and reducing rework.
20 Major Casting Defects – Causes & Remedies
-
Mismatch (Shift)
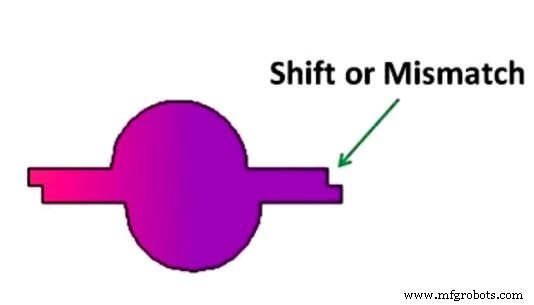
- Causes: Misalignment of the cope and drag (top and bottom mold halves), loose box pins, incorrect dowel pin placement, or a mis‑positioned core.
- Remedies: Verify match‑plate alignment, use proper molding boxes and closing pins, and inspect flask alignment before each run.
-
Swell
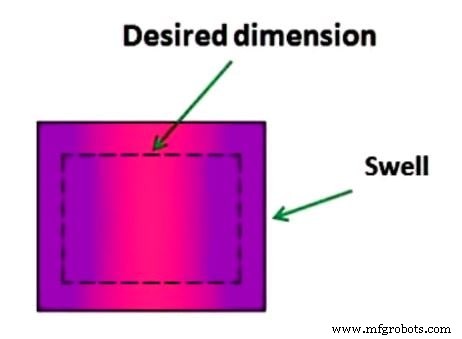
- Causes: Excessive ramming pressure, low‑strength sand, or weak mold walls that bow under metal pressure.
- Remedies: Use a strong, properly rammed sand mix and ensure mold walls are thick enough to resist deformation.
-
Pinholes
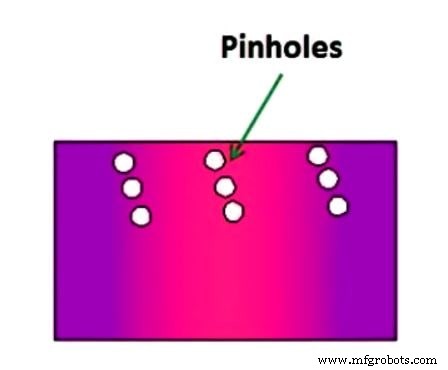
- Causes: Poor venting of small pockets on the part’s upper surface, allowing trapped gas to form small perforations.
- Remedies: Incorporate adequate venting, use high‑permeability sand, and inspect the part visually or with non‑destructive testing for clusters.
-
Blow Holes
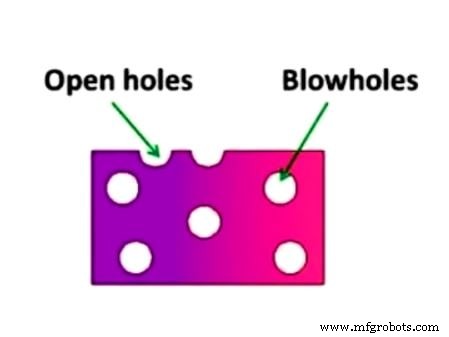
- Causes: Damp or low‑permeability sand, insufficient venting, and gas entrapment during solidification.
- Remedies: Maintain controlled sand moisture, use high‑permeability sand, and install proper venting. Detect via X‑ray or ultrasonic inspection.
-
Open Holes (Gas Porosity)
- Causes: Insufficient venting of the mold or core, excessive moisture in sand, and poor gas permeability.
- Remedies: Enhance venting, dry mold and core before use, use a fluxing agent, and improve sand permeability.
-
Cut and Washes
- Causes: High‑velocity flow eroding the sand, weak sand strength, and excess metal in certain areas.
- Remedies: Optimize gating design, strengthen core and sand, and add binder to the facing.
-
Fusion (Vitreous Crust)
- Causes: Sand lacking refractoriness, overheating the molten metal, and grain mixing.
- Remedies: Use a refractory sand mix, lower pouring temperature, and ensure metal is free of sand grains.
-
Drops
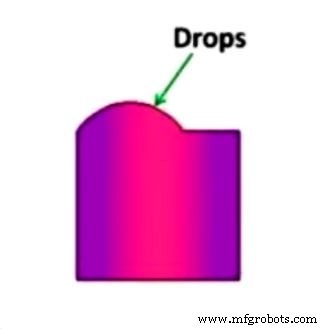
- Causes: Weak sand, poor fluxing, and soft ramming.
- Remedies: Use high‑strength sand, proper hard ramming, and clean molten metal with fluxing.
-
Metal Penetration
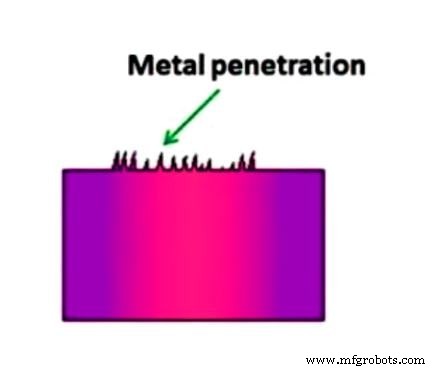
- Causes: Coarse grain sand with high permeability, soft ramming, and lack of mold wash.
- Remedies: Employ fine‑grained, low‑permeability sand, hard ramming, and apply a mold wash barrier.
-
Shrinkage Cavity
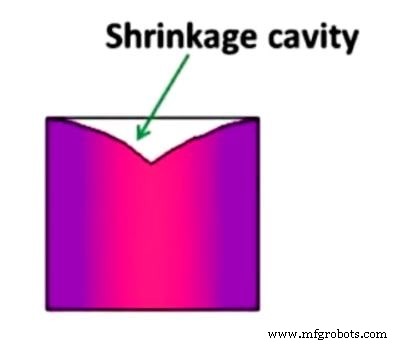
- Causes: Uncontrolled solidification and high pouring temperature.
- Remedies: Apply directional solidification, use chills, and maintain proper pouring temperature.
-
Run‑Out
- Causes: Faulty mold, incorrect flask, or poor mold design.
- Remedies: Replace defective molds, refine flask design, and ensure precise gating.
-
Slag Inclusion

- Causes: Slag particles in the melt, incorrect gating, and intermetallics forming during solidification.
- Remedies: Clean the die regularly, design an effective gating system, and use a clean, fully dissolved alloy.
-
Hot or Hard Spot
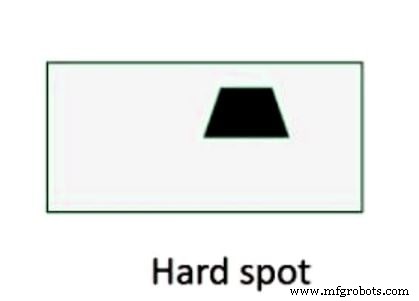
- Causes: Rapid local cooling and differential thermal gradients.
- Remedies: Implement uniform cooling, adjust alloy composition, and use controlled heat treatment.
-
Hot Tear or Crack
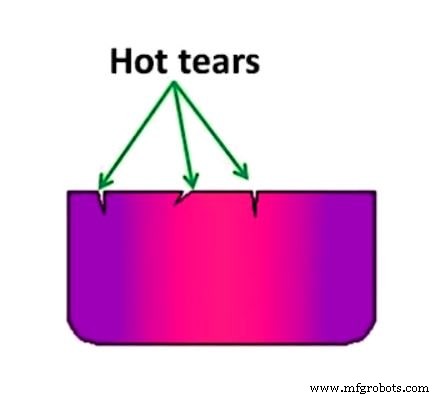
- Causes: Thermal contraction, residual tensile stress, and improper gate placement.
- Remedies: Use standardized solidification practices, ensure gate placement is optimal, and maintain uniform thickness.
-
Cold Shut
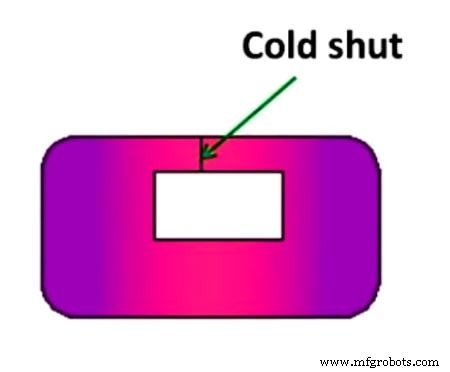
- Causes: Low‑temperature metal streams meeting without fusion, poor gating, and low melt fluidity.
- Remedies: Optimize gating, increase melt temperature, and improve sand permeability.
-
Dirt
- Causes: Improper maintenance, sand washing, and slag particles in the melt.
- Remedies: Maintain clean equipment, use proper fluxing, and ensure dust‑free work environment.
-
Misruns
- Causes: Low melt fluidity and inadequate mold/gating design.
- Remedies: Improve melt fluidity, redesign mold and gating, and maintain proper pouring temperature.
-
Honeycombing or Sponginess
- Causes: Frozen impurities, inadequate skimming, and slugs in the melt.
- Remedies: Skim slag thoroughly, filter impurities, and ensure clean ladle operations.
-
Fins and Burns (Flash)
- Causes: Incorrect mold/ core assembly, insufficient mold weight, and poor clamping.
- Remedies: Ensure accurate assembly, apply adequate weight, and clamp firmly.
-
Warpage
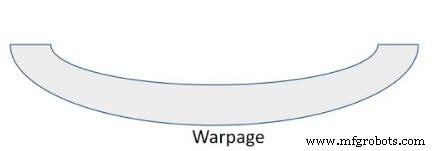
- Causes: Differential solidification rates creating internal stresses.
- Remedies: Use heat treatment to relieve residual stresses and design castings to minimize large flat sections.
Additional Resources
Explore more about casting and related manufacturing topics:
- 12 Types of Forging Defects and Their Causes [How To Prevent Them]
- 16 Common Types of Welding Defects [Causes, Remedies] PDF
- What is Rolling Mills? Parts, Working, and Types of Rolling Mills
Download the PDF
Closing Thoughts
By systematically identifying and addressing the 20 casting defects outlined above, manufacturers can dramatically improve product quality, reduce waste, and achieve higher operational efficiency. If you have questions or would like to share your experiences, please leave a comment below.
Subscribe to our newsletter for free PDFs delivered straight to your inbox.
Industrial equipment
- Dynamic Service Employees Lead Volunteer Efforts for Houston Livestock Show & Rodeo
- Understanding the Tobacco Industry: Production, Distribution, and Impact
- Should You Coat Your Pump? Weighing the Benefits and Drawbacks
- Essential Excavator Winterization: Protect Your Machine & Operators From Cold Weather
- Understanding Hand, Clamping, and Holding Forces in Toggle Clamps
- Understanding the Manufacturing Industry: Its Role & Impact
- Why Every Fabrication Shop Needs a CNC Swiss Screw Machine
- Concept Laser M Line Factory PRD – High‑Speed DMLM Metal Printer
- Environmental Consequences of Oil Mist in Manufacturing
- Safe Heights: Expert Tips for Operating Explosion‑Proof Manlifts