


Injection Molding Demystified: A Comprehensive Guide to Plastic Part Production
Understanding Injection Molding
Injection molding is a precision manufacturing technique that fabricates high‑quality plastic parts by forcing molten polymer into a custom‑crafted mold. The resin is heated well above its melting point, then injected under high pressure, allowing it to fill every detail of the cavity before cooling and solidifying into the final geometry.
Working Principles
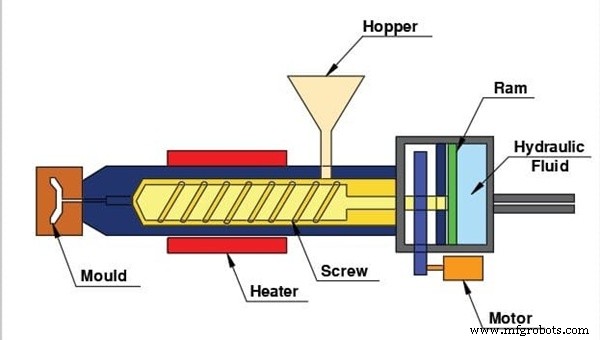
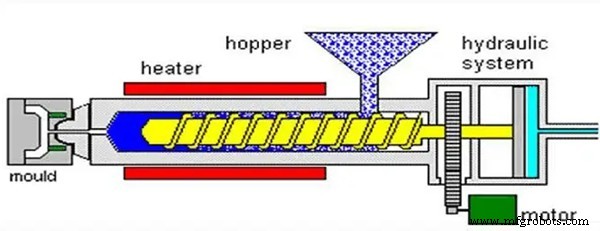
The process resembles a syringe: raw pellets are fed into a hopper, heated in a barrel until they liquefy, and then a hydraulic screw forces the molten plastic into the closed mold. Injection occurs at pressures of 100–150 MPa, ensuring the cavity is completely filled before the part begins to cool.
Once the mold opens, ejector pins remove the solidified part. The cycle repeats within seconds, enabling the production of thousands of units per minute.
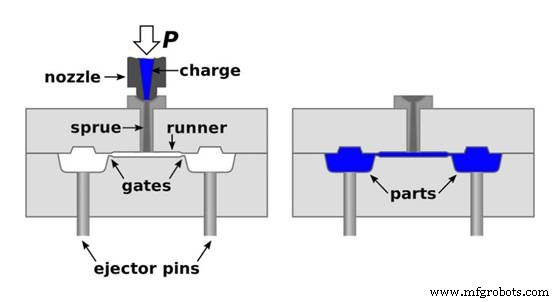
1. Mold Design and Creation
The mold is the cornerstone of the process. It defines the part’s shape, size, and structural features. CNC machining or advanced 3D printing is typically used to achieve the exact geometry, draft angles, and critical dimensions required for reliable ejection and cooling.
Injection molds are usually made from aluminum or steel and consist of core and cavity components, gates, runners, sprues, and ejector systems. Proper material selection and machining precision are essential for durability and repeatability.
2. Material Selection
Choosing the right polymer is crucial. Consider mechanical strength, flexibility, chemical resistance, and temperature tolerance to match the part’s intended use. Commonly used thermoplastics include ABS, polypropylene, and nylon, each offering distinct performance characteristics.
3. Machine Setup
Before production, operators set temperature, pressure, and cycle time parameters. They also align the mold, load the plastic, and run a test injection to verify system integrity and part quality.
4. Injection Molding Cycle
During the cycle, the molten plastic fills the cavity, shapes itself around the mold’s contours, and begins to solidify. Cooling time varies with material, wall thickness, and part size; internal cooling channels help maintain uniform temperature and reduce defects.
5. Parts Ejection
After sufficient cooling, the mold opens and ejector pins or plates release the part automatically. This automated ejection prevents damage and speeds up throughput.
6. Inspection and Post‑Processing
Post‑ejection, quality control teams conduct visual inspections, dimensional checks, and mechanical testing to ensure compliance with specifications. Depending on the application, parts may undergo surface finishes, machining, or assembly operations.
Basic Design Considerations
Successful injection molding relies on thoughtful design. Below are key factors to consider.
Tolerances
Typical tolerances are ±0.005 inches. Achieving tighter tolerances increases cost, and each polymer’s shrinkage rate must be factored into the design to avoid dimensional drift.
Wall Thickness
Uniform wall thickness reduces warping and sink marks. Aim for variations no greater than 0.04–0.15 inches, adjusted for part size and material.
Core Geometry
Design the core to promote even material flow and efficient cooling. Avoid sharp internal corners that introduce stress concentrations and weaken the part.
Draft Angle
Apply a draft of 1–2 degrees (or more for deep features) to facilitate easy ejection without damaging the part.
Undercuts
Minimize or eliminate undercuts unless they serve a functional purpose, as they complicate mold design and increase cost.
Gates
Gate size and placement influence flow, cycle time, and surface quality. Precision parts benefit from smaller, strategically placed gates.
Ribs
Ribs reinforce strength while keeping wall thickness consistent. Keep rib thickness at 40–60% of the surrounding wall to avoid sink marks.
Ejector Pins
Position ejector pins to avoid visible marks or deformation. Adequate draft may eliminate the need for pins altogether.
Types of Injection Molding Processes
Injection molding encompasses several specialized techniques.
Insert Molding
Integrates pre‑made components—such as metal inserts or threaded elements—directly into the plastic part, creating a robust, multi‑material structure.
Blow Molding
Ideal for hollow items like bottles. Heated plastic is blown against a mold’s walls, forming a lightweight, durable container.
Overmolding
Layers a softer polymer over a rigid substrate, often used to add grip or create dual‑material components.
Liquid Injection Molding (Liquid Silicone Rubber)
Employs thermoset polymers to produce flexible, heat‑resistant parts such as medical seals and gaskets.
Polymer Resins Commonly Used
Below is a quick reference to the most frequently employed thermoplastics.

ABS (Acrylonitrile Butadiene Styrene)
Offers toughness, impact resistance, and a smooth finish. Widely used in automotive, electronics, and consumer goods.
Nylon (Polyamide)
High strength, wear resistance, and temperature stability make nylon ideal for gears, bearings, and complex mechanical parts.
Polycarbonate (PC)
Transparent, high‑impact resin suitable for optical housings and electrical enclosures; scratch‑prone but thermally stable.
PMMA (Acrylic)
Clear, lightweight, and easy to mold, but less impact resistant than polycarbonate.
Polypropylene (PP)
Lightweight, chemical resistant, and cost‑effective—common in packaging and automotive components.
Polyethylene (PE)
Versatile, tough, and flexible, with HDPE variants offering additional strength for containers and pipes.
Additives
Enhancers such as PTFE, carbon fiber, Kevlar, talc, clay, and glass fibers are mixed into the base polymer to improve lubricity, strength, impact resistance, or dimensional stability.
Pros and Cons
Advantages
- High Efficiency: Rapid cycles enable mass production with minimal downtime.
- Precision: Capable of complex geometries with tight tolerances.
- Low Waste: Excess material can be recycled between runs.
- Versatility: Supports thermoplastics, thermosets, and specialty polymers.
- Cost‑Effective at Scale: High initial tooling cost is offset by low per‑unit expenses in large volumes.
- Automation: Machines can operate with minimal human intervention, enhancing consistency.
Limitations
- High Up‑front Cost: Mold creation and machine investment are significant.
- Design Rigidity: Changes to the mold are costly and time‑consuming.
- Lead Time: Custom molds may require weeks to months for fabrication.
- Shrinkage & Warping: Proper material selection and design mitigate but cannot eliminate these issues.
- Environmental Concerns: Plastic waste and non‑recyclable materials pose sustainability challenges.

Expert Tips for Success
Choose the Right Material
Match polymer properties—strength, flexibility, temperature tolerance—to the part’s functional demands and environmental exposure.
Plan for Bulk Production
Injection molding shines when volumes are high. Low‑batch jobs may be more economical with CNC machining or 3D printing.
Optimize Wall Thickness
Consistent, minimal wall thickness reduces material usage and cooling time, but must still meet strength requirements.
Reduce Undercuts
Simplify geometry to ease ejection and lower mold cost.
Fine‑Tune Gate Design
Proper gate sizing and placement prevent defects like uneven filling or sink marks. Larger parts may need multiple gates.
Enhance Cooling & Venting
Well‑designed cooling channels and venting systems promote uniform solidification and eliminate gas porosity.
Common Applications
Automotive
Lightweight components—fuel tanks, bumpers, door panels—improve fuel efficiency and safety.
Medical
Biocompatible, sterilizable parts such as IV tubes, gloves, and disposable kits benefit from injection molding’s precision and cost efficiency.
Food & Beverage Packaging
Plastic bottles, pouches, and sachets replace glass and metal, offering chemical resistance and lower weight.
Aerospace
High‑performance polymers like PEEK create structural and interior components that are lightweight and corrosion‑resistant.
Electronics & Electrical
Insulating housings, cable terminations, and protective casings rely on injection‑molded plastics for safety and reliability.
When to Use Injection Molding
Ideal for high‑volume, repeatable parts that demand tight tolerances. Avoid for low‑volume prototypes or designs that frequently change—alternative processes such as 3D printing or CNC machining may be more appropriate.
Bonus 1: Injection Molding Machinery Overview
Machines vary—hydraulic, electric, or hybrid—yet all share core components:
- Clamp Unit: Secures the mold during injection.
- Injection Unit: Melts and injects resin via screw and barrel.
- Mold: The precision tool that shapes the part.
- Control System: Regulates temperature, pressure, and flow.
- Cooling System: Accelerates solidification.
- Ejection System: Removes finished parts.

Bonus 2: Common Defects and Mitigation
- Warping: Addressed by uniform cooling and balanced material flow.
- Sink Marks: Minimized by consistent wall thickness and adequate cooling.
- Flash: Controlled through proper gate sizing and pressure management.
- Short Shots: Avoided by ensuring sufficient injection pressure and mold fill.
- Burn Marks: Reduced by optimizing temperature settings and airflow.
Bonus 3: Cost‑Reduction Strategies
- Maintain uniform wall thickness to cut material and tooling complexity.
- Leverage economies of scale with bulk production runs.
- Schedule regular maintenance to extend tool life.
- Use recycled or cost‑effective resins when performance permits.
Injection molding remains the industry standard for producing high‑precision, cost‑effective plastic parts across diverse sectors. By adhering to sound design principles and process control, manufacturers can maximize yield, minimize waste, and deliver reliable components at scale.
Industrial Technology
- Understanding the Hall Effect and How Hall Effect Sensors Operate
- Step-by-Step Guide to Launching Your Private Label Manufacturing Business
- Creating a Best-of-Breed Technology Stack for Modern Manufacturing Success
- Mastering the Raspberry Pi Camera Pinout: A Complete Guide to Setup and Usage
- Outdoor Venture Corp. Secures Long-Term Sustainability in Military Tent Manufacturing
- Motor Rewinding: A Smart Solution? Evaluating the Pros, Cons, and Value
- Swiss-Style CNC Machining: Precision Production of Bone Screws & Anchors for Orthopedics & Dentistry
- RapidDirect Enhances Online Quoting with Advanced DFM Analysis Feature
- Why Radio Waves Are Preferred for Short‑Range Communication
- Mastering 6061 Aluminum Machining: Properties, Pricing, and Comparison with 6063 & 7075