


Water Jet vs. Abrasive Water Jet Machining: Key Differences & Applications
Water jet machining (WJM) and abrasive water jet machining (AWJM) are both high‑pressure, high‑velocity processes used across industries—from metal fabrication to textiles and food processing. While WJM relies solely on clean, pressurized water, AWJM augments that stream with abrasives such as alumina, olivine, or garnet to dramatically boost cutting power.
In WJM, water is accelerated to 2,500–4,000 bar using an intensifier, then delivered through a small‑diameter nozzle. The nozzle converts pressure energy into kinetic energy, producing a jet that can reach up to 1,000 m/s. A stabilizer may be added to prevent jet flare, and a catcher is often used to absorb residual velocity, protecting fixtures and improving surface finish. Because the jet itself is the sole cutting medium, WJM is ideal for soft or porous materials such as leather, polymer, food, and textiles, but it lacks the force needed to slice metals or ceramics.
AWJM addresses this limitation by incorporating fine abrasive particles into the pressurized water. The mixture is formed in a dedicated mixing chamber (focused tube) before it exits the nozzle. Although the jet velocity remains comparable to that of pure water, the presence of abrasives delivers micro‑cutting action, allowing AWJM to cut metal and ceramic plates up to 10 mm thick. The trade‑off is the additional cost of abrasives and the potential for particle embedment, which makes AWJM unsuitable for hygienic applications such as food processing.
Similarities Between WJM and AWJM
- Both require a high‑pressure pump and intensifier to elevate water to 2,500–4,000 bar.
- Jet velocity is typically around 1,000 m/s in both processes.
- Both use a nozzle to convert pressure into kinetic energy, maintaining the desired stand‑off distance (SOD) and discharge angle.
- Catchers are employed in both cases to absorb residual jet energy and protect workholding devices.
Key Differences
| Aspect | Water Jet Machining (WJM) | Abrasive Water Jet Machining (AWJM) |
|---|---|---|
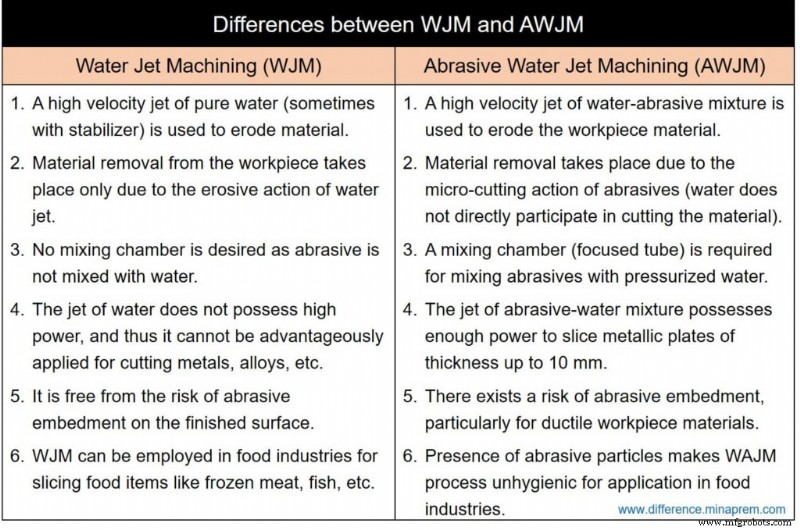
| Cutting medium | High‑velocity pure water (sometimes with stabilizer) | High‑velocity water–abrasive mixture |
| Material removal mechanism | Direct erosion by water jet | Micro‑cutting by abrasives; water only acts as carrier and flush |
| Need for mixing chamber | No chamber required | Required to mix abrasives at a defined ratio |
| Cutting capability | Soft materials: leather, polymer, food, textiles | Soft materials plus metals, alloys, and ceramics up to 10 mm thick |
| Cost considerations | No abrasive cost; lower operating cost | Additional abrasive cost; higher overall expense |
| Surface integrity risk | No abrasive embedment; excellent surface finish | Risk of abrasive embedment, especially on ductile workpieces |
| Hygiene suitability | Safe for food processing (e.g., slicing frozen meat) | Unhygienic due to abrasive contamination; not recommended for food industry |
References
- Jain, V. K. (Year). Advanced Machining Processes. Allied Publishers Private Limited.
- Jagadeesha, T. (Year). Unconventional Machining Processes. I. K. International Publishing House Pvt. Ltd.
- Mishra, P. K. (Year). Nonconventional Machining. Narosa Publishing House.
Manufacturing process
- Arduino Nano + 4‑Channel Relay: Control Blinds & AC Motors
- Warehouse Automation Trends & Key Statistics for 2024
- Raspberry Pi–Controlled Aquaponics System: Build Guide & Code
- Non-Traditional Machining: Requirements, Types, Benefits & Drawbacks
- Zinc, Cadmium, Chrome & Nickel Plating: Key Differences Explained
- Polishing Processes: Types, Benefits, Applications, and How They Differ from Grinding
- Dental Crowns: Materials, Design, and Modern Fabrication Techniques
- Hard Chrome vs Electroless Nickel Plating: Choosing the Right Finish
- Optimizing Steel Rolling in Small & Medium-Scale Mills
- Ferrous vs. Nonferrous Metals: Key Differences, Uses, and Properties