


Alcoa’s 50‑Year‑Old Smelter Drives Reliability Excellence to Cut Costs and Boost OEE

Working at the Alcoa Primary Metals facility in southern Indiana is as demanding as it is rewarding. The plant’s potlines and crucibles generate temperatures that approach 300°F, and the air shimmers with heat from the molten‑metal process. While the environment is physically challenging, the true heat stems from operating a 1950s‑era smelter in today’s competitive aluminum market.
Built in the late 1950s, the plant began producing raw aluminum for the can‑sheet industry in the early 1960s. Today, only 13 of the 33 American smelters that existed in 1980 remain in operation, and less than 6% of global aluminum capacity comes from facilities older than 50 years. Alcoa’s Warrick Operations is no exception.
- 25% of the workforce is eligible for retirement by age or tenure.
- Wages are among the highest in the industry.
- Maintenance costs per metric ton were the second‑highest in Alcoa’s global system a few years ago.
Instead of accepting decline, Alcoa’s maintenance and operations teams launched a comprehensive reliability initiative.
“We must adapt if we want to keep this plant alive,” says Smelting Alcoa Business System Manager Mark Keneipp. “The new reality is that we must prove ourselves as a lean, cost‑competitive, stable and efficient facility.”
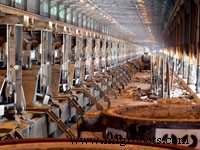 Long, narrow aisles and high temperatures are characteristics of the potline areas at the Alcoa Primary Metals plant. The site’s potlines produce 265,000 metric tons of aluminum each year.
Long, narrow aisles and high temperatures are characteristics of the potline areas at the Alcoa Primary Metals plant. The site’s potlines produce 265,000 metric tons of aluminum each year.
Calling Time‑Out
Alcoa’s corporate leadership set the tone in 1997 when CEO Alain Belda introduced Toyota Production System (TPS) principles across the company’s 250 global locations. The Indiana smelter quickly realized that TPS alone would not solve its challenges without a focus on equipment reliability.
“TPS and lean don’t work if you have unstable, unpredictable equipment,” Keneipp explains. “Maintenance and reliability must come first.”
He illustrated the concept with a “maintenance iceberg” diagram: visible costs (materials, labor, overtime, contract services) sit above the waterline, while hidden indirect costs (downtime, missed schedules, excess inventory, emergency purchases) lie beneath.
 General mechanic Dick Day has led organization, standardization and cost‑savings initiatives in the plant’s centralized tool crib.
General mechanic Dick Day has led organization, standardization and cost‑savings initiatives in the plant’s centralized tool crib.
In 2002, total maintenance costs exceeded $35 million, with a maintenance‑to‑production ratio of $137 per metric ton—well above the global average of $90. Alcoa faced a stark choice: continue the status quo or pursue a smarter, data‑driven approach.
“We could either do it the smart way or the shortsighted way,” says Keneipp. “Deferring maintenance would deter capital investment and harm morale.”
Catching the Waves
Alcoa partnered with Life Cycle Engineering (LCE) and the Ron Moore Group in early 2003 to launch the Reliability Excellence Process, rolled out in three waves. The program centers on a partnership between operations (who own the equipment) and maintenance (who deliver reliable support).
“It was a big change,” notes Reliability Engineering Superintendent Joseph Motz. “We moved from siloed, finger‑pointing environments to collaborative, shared‑ownership teams.”
 Molten metal is poured from a crucible in the Ingot Department of the Alcoa plant.
Molten metal is poured from a crucible in the Ingot Department of the Alcoa plant.
Wave 1 began in June 2003 with Ron Moore challenging entrenched practices and advocating an asset‑owner mindset. Wave 2, in August, involved a deep LCE assessment: 90 operations and maintenance interviews, a financial analysis of reliability gaps, and a preliminary master plan. Wave 3, starting in September, focused on implementing the plan, training staff, conducting workshops, and establishing clear progress metrics.
“Management commitment and a partnership between maintenance and operations are essential for success,” says potroom production manager Rodney Cunningham.
Raising the Bar
To quantify progress, the plant adopted Overall Equipment Effectiveness (OEE) as a plant‑wide metric. OEE captures equipment availability, performance, and quality, expressed as a percentage of optimal output.
“When we hit a high point, we ask: why can’t we sustain it?” says Electrode Production Manager Tom Svoboda. “By defining peak performance for each function and process, we identified $8.3 million in annual cost savings.”
In 2004, OEE gains translated into $2.4 million in improvements. Maintenance expenses dropped $1.9 million in the first year of the initiative (from $32 million to $30.1 million) and fell another $700,000 in 2004. The maintenance‑to‑production ratio fell to $109 per metric ton.
The Plan on ‘Planned’
Alcoa re‑defined maintenance planning. Previously, “percent planned and scheduled” figures were misleading because only 10% of jobs were truly planned. A 35‑to‑1 ratio of crafts personnel to planners was unsustainable.
After adding three planners (now a 20‑to‑1 ratio), the plant introduced a formal job‑planning document, a secure kitting area, and improved communication. Asset owners chair planning and scheduling meetings, ensuring alignment with production priorities.
Standardized equipment history and task instructions were also established. For example, the rectifier station’s “bad boy” list tracks recurring issues back to 2001, enabling rapid response.
Crib Notes
The plant centralized tool purchasing to eliminate decentralized cribs. The new centralized crib reduced waste, uncovered obsolete inventory, and saved significant costs—such as buying bulk hydraulic oil at $5 per gallon instead of $8.
General mechanic Dick Day now manages purchases, establishes minimum/maximum inventory levels, and standardizes brands (e.g., DeWalt cordless tools, specific welding supplies).
These initiatives have transformed the smelter into a lean, predictable, and cost‑competitive operation.
OEE cost benefits reached $4.4 million annualized in 2005, and maintenance expenses fell to $27.1 million, a $4.9 million reduction from 2003. The LCE follow‑up assessment placed the plant in the “proactive conditions” category, with a roadmap to “excellence.”
“We’re producing better with 40‑ to 50‑year‑old technology than at sites built 10 or 20 years ago,” says Reliability Engineer Jonathan Fulton. “The heat may never fully leave, but we’re making the competition sweat.”
What Are the Characteristics of a Planned Job?
- Accurate time estimate for the job to enable supervisory scheduling.
- Precise resource estimate: crafts, parts, tools, equipment.
- All necessary documentation (blueprints, permits, safety info) gathered.
- Defined job steps, procedures, and instructions.
- Complete kitting of parts and materials.
- Regular verification with supervisors or craftspersons to confirm scope and completeness.
Equipment Maintenance and Repair
- Reliability: The Comprehensive Guide to Asset Management
- From Maintenance to Reliability: Building a Culture of Predictive Excellence
- Building a Reliability Culture: Ownership, Collaboration, and KPI Success
- Cutting Waste to Boost Equipment Reliability
- Whirlpool’s Reliability Revolution: Elevating Uptime, Productivity, and Profitability
- Outsourcing Maintenance: Driving Reliability and Operational Excellence
- Alcoa Warrick Power Plant: From Reliability Crisis to $440M Capital Success
- Reliability Excellence: The Missing Link That Accelerates Lean Success
- Beyond Reliability Excellence: How End‑to‑End Supply Chain Management Drives Agility & Customer Success
- Reliability Excellence: The Key to Safer, More Profitable Operations