


Optimizing Lubrication for API Centrifugal Pump Bearings: Proven Best Practices
In today’s petrochemical and natural‑gas facilities, extending the mean time between repairs (MTBR) of rotating equipment—especially API centrifugal pumps—is a top priority. Maximizing lubrication effectiveness directly contributes to achieving those MTBR targets.
Introduction
While this article focuses on horizontal API (American Petroleum Industry) process pumps, the concepts apply broadly to ANSI‑rated units as well. Numerous studies attribute premature bearing failure primarily to inadequate lubrication, with one survey noting that 50 % of damage is caused by defective lubrication practices. Poor lubrication can be categorized into four common failures:
- Incorrect lubricant type
- Incorrect lubricant quantity
- Contaminated lubricant
- Lubricant degradation
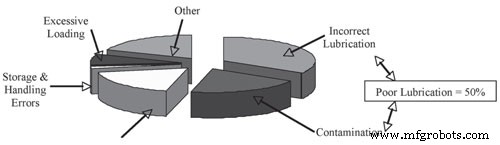 Figure 1: Typical Bearing Failure Causes
Figure 1: Typical Bearing Failure Causes
API Standard 610 specifies a minimum L10 bearing life of 25,000 hours for continuous operation at rated conditions, and at least 16,000 hours under maximum loads and speed. Assuming 80 % uptime per year (292 days), the minimum expected L10 life translates to roughly 3.5 years and 2.2 years, respectively. Defective lubrication can cause up to 50 % of bearings to fail before fatigue sets in, potentially within hours of installation, after a year, or just before fatigue. Extending that life is possible by adhering to the 5 R’s of Lubrication: Right lubricant, Right quantity, Right location, Right time, Right quality.
Lubricant Selection
Anti‑friction bearings in process pumps may be greased, mineral‑oil‑lubricated, or synthetic‑oil‑lubricated. The primary function of oil (or the oil component of grease) is to separate rolling elements from raceways, lubricate sliding surfaces, provide corrosion protection, and aid cooling.
Viscosity is the most critical property. Using the correct viscosity for speed, operating temperature, and load ensures a full oil film between moving parts. Incorrect viscosity reduces load‑carrying ability, thins the film, and can lead to sacrificial contact. Viscosity changes with load, temperature, water, contaminants, and chemical degradation. Refer to the OEM operation manual for viscosity recommendations, and monitor sump temperature, as viscosity drops with rising temperature.
 Table 1: SKF Recommendation for Ball Bearings in Pumps
Table 1: SKF Recommendation for Ball Bearings in Pumps
Process pump oils are typically ISO 46, 68, or 100 (kinematic viscosity in centistokes). While hydrocarbon oils are common, synthetic oils are preferred where temperature fluctuations exceed 100 °C (212 °F) because mineral oil oxidation accelerates at high temperatures.
Lubricant Quantity
After selecting the proper lubricant, determining the correct quantity is essential. Understanding the bearing housing design and the intended oil level is the first step.
Design‑Based Oil Level
Common lubrication methods for horizontal process pumps include:
- Grease (primarily for lower horsepower units)
- Oil splash (direct contact, oil rings, flingers)
- Pure oil mist
- Purge oil mist
Direct contact splash involves the shaft rotating through a thin oil film; bearings should not be submerged deeper than half the diameter of the lowest rolling element. Oil rings provide splash lubrication without direct contact, ideal for higher speeds or loads. Flinger discs act similarly but are attached to the shaft, allowing consistent submersion of about 3/8 inch.
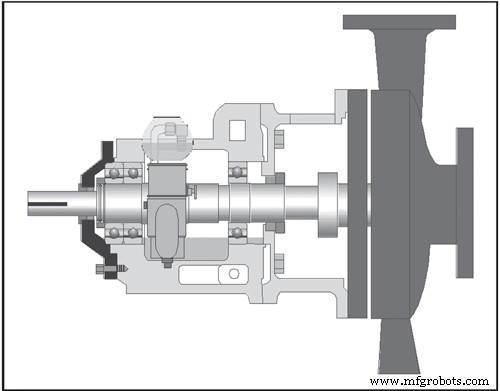 Figure 2: Pump Cross Section – Oil Splash/Direct Contact
Figure 2: Pump Cross Section – Oil Splash/Direct Contact
Oil mist systems atomize oil into 1–3 µm droplets, which are transported by airflow into the bearing housing. Pure mist feeds oil under pressure without a reservoir, whereas purge mist includes a reservoir and may incorporate flingers or rings for additional splash lubrication.
Low vs. High Oil Levels
Low oil levels compromise film strength, leading to skidding, thermal runaway, and catastrophic failure. High levels cause excessive oxidation, air entrainment, and seal leakage. Neither extreme should be tolerated.
Maintaining Proper Levels
Oil sump lubrication requires only that levels stay within acceptable bounds—neither critically low nor excessively high. Refer to the OEM manual for specific ranges and utilize markings or tags on the housing for visual verification.
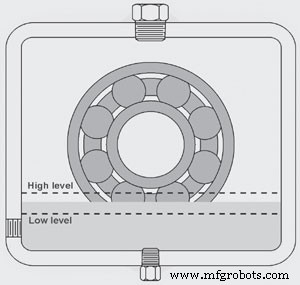 Figure 3: Typical Oil Level Conditions
Figure 3: Typical Oil Level Conditions
The most common solution is the constant‑level oiler. Once set, it automatically replenishes oil lost through leaks or venting, maintaining a steady sump level. Visual confirmation can be achieved with bull’s‑eye ports or sight gauges.
Contamination Management
Contaminants—particles, moisture, incompatible fluids, and air—are major contributors to premature bearing wear. Particles cause localized pressure and abrasive damage; water undermines the oil film, leading to corrosion, cavitation, and oxidation; air reduces film strength and promotes oxidation.
Contamination sources fall into three categories:
- Generated (break‑in wear, oil ring erosion)
- External ingression (pressure differentials, environmental ingress)
- Maintenance‑induced (improper storage, dispensing)
Effective sealing—magnetic or face seals—along with labyrinth‑type bearing isolators and non‑vented oilers dramatically reduce ingress. Proper venting and pressure equalization during startup and shutdown further protect the sump.
Lubricant Degradation
All oils oxidize over time, especially at elevated temperatures. For every 8 °C (18 °F) rise, oxidation rate doubles. Pumps operating near or above 60 °C (140 °F) can halve oil life if temperature is not controlled. Lowering oil temperature to 50 °C (122 °F) can reduce oxidation by 50 %.
Key strategies to extend oil life include:
- Using the correct viscosity
- Choosing high‑quality oils
- Maintaining proper oil quantity
- Keeping the oil clean via filtration and proper handling
Air entrainment is a primary oxygen source for oxidation. Splash‑type housings (e.g., flinger rings) are particularly prone to aeration. Excess air worsens acid number, oil color, viscosity, and promotes corrosion and varnishing.
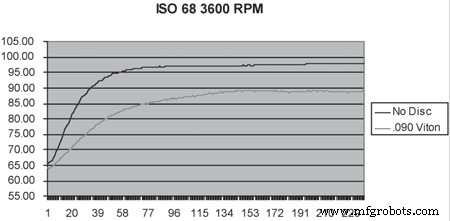 Graph 1. Temperature vs. Run Time
Graph 1. Temperature vs. Run Time
Summary
Effective lubrication is a blend of knowledge and practice. Start with the fundamentals:
- Choose the right lubricant type and viscosity
- Match oil choice to the pump’s design (grease, splash, mist)
- Maintain the prescribed oil level—use constant‑level oilers and visual checks
- Minimize contamination: seal design, venting, storage, and maintenance
- Control operating temperature to slow oxidation
- Employ oil analysis to detect contaminants early
- Follow the 5 R’s of lubrication consistently
By eliminating poor lubrication practices, facilities can reliably achieve the L10 life ratings specified by API 610 and even exceed them, thereby extending MTBR and reducing downtime.
References
- Brandlein, Eschmann, Hasbargen, Weigand. Ball and Roller Bearings, 3rd Edition
- Bloch, Budris. Pump Users Handbook
Equipment Maintenance and Repair
- Mastering Synthetic Monitoring: Proven Best Practices for Reliable SaaS & Web Performance
- How Face‑Time Coaching Transforms Maintenance Supervision
- Early Detection of Machine Issues: Operator Best Practices
- 12 Proven Practices for a Successful CMMS Implementation
- Mastering Aluminum Welding: Proven Techniques for Strong, Reliable Joints
- Robotic Welding Best Practices: Boost Quality, Speed, and Savings
- Top 6 Proven Strategies for Accurate Warehouse Inventory Tracking
- 4 Proven Asset Management Strategies for Oil & Gas Companies
- Proven Best Practices for Inspecting Hand-Wash Stations
- Hydraulic Oil Maintenance: Proven Practices for Reliability and Performance