


Fanuc G68 Coordinate Rotation: Practical Subprogram Example for CNC Machining
CNC program example code to show how Fanuc G68 Coordinate rotation g-code can be used in a subprogram to take most benefit from it’s functionality.
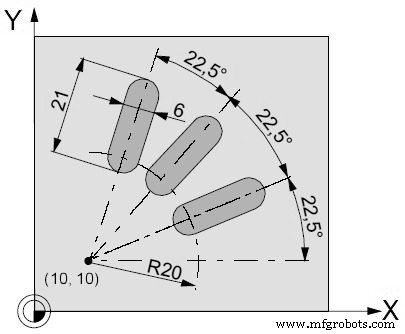
G68 Coordinate Rotation Example
Main-program
N5 G54 N10 G43 T10 H10 M6 N15 S2000 M3 F300 M98 P030100 ; Subprogram call N25 G0 Z50 N30 M30
Subprogram
O0100 N10 G91 G68 X10 Y10 R22.5 N15 G90 X30 Y10 Z5 N20 G1 Z-2 N25 X45 N30 G0 Z5 N35 M17
Comprehensive Bridgeport G‑Code Reference for CNC Milling
Comprehensive Guide to CNC G‑Codes & M‑Codes for Milling & Lathes
CNC Machine
- Fanuc CNC Programming Guide: A Simple, Feature‑Rich Example
- Beginner-Friendly Fanuc CNC Lathe Programming Example – Straight, Taper, and Arc Cuts
- Fanuc G68 Coordinate Rotation G‑Code Example for CNC Machining
- Fanuc G68 Coordinate Rotation: Precise Axis Alignment for CNC Machining
- Fanuc Subprogram Example: Simplify CNC Programming with Subroutine Techniques
- Fanuc CNC Mill Contour Pecking: Efficient Subprogram Repeat Technique
- Master Fanuc Circular Interpolation (G02/G03) with Practical Code Example
- Comprehensive Fanuc G-Code Reference for CNC Programming
- Fanuc CNC Program Example: G52 Local Coordinate & G15/G16 Polar Coordinates
- Comprehensive Guide to Selca CNC G51 Offset & Coordinate Rotation – Program Example