


Mastering Haas G00 Rapid Motion Positioning for Precise Mill Operations
Haas G00 Rapid Motion Positioning – Haas Mill
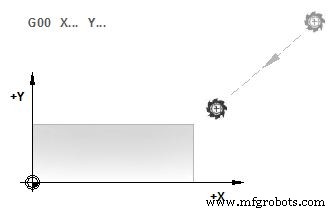
G00 G code is used to move the machines axis at the maximum speed. G00 is primarily used to quickly position the machine to a given point before each feed (cutting) command (All moves are done at full rapid speed).
Programming
G00 X... Y... Z... A...
Parameters
| Parameter | Description |
|---|---|
| X… Y… Z… A… | Haas mill axis |
Haas G00 Rapid Motion Positioning – Haas Mill
G-Code Data
| Modal/Non-Modal | G-Code Group |
|---|---|
| Modal | 01 |
G00 G code is modal, so a block with G00 causes all following blocks to be rapid motion until another Group 01 code is specified.
Sequence of operations
Programming note: Generally, rapid motion will not be in a straight line. Each axis specified is moved at the same speed, but all axes will not necessarily complete their motions at the same time. The machine will wait until all motions are complete before starting the next command.
Notes
Incremental or absolute position commands (G90 or G91) will change how those axis motion values are interpreted. Setting 57 (Exact Stop Canned X-Y) can change how closely the machine waits for a precise stop before and after a rapid move.
Programming Examples
G00 X1.0 Y#1
G00 G90 X1.0 Y1.0 Z.05 S1000 M03
G00 Z0.1 M09 G28 G91 Y0. Z0.
G00 G90 G54 X1. Y0 Z-18.
CNC Machine
- Understanding CNC G-Code G00: Rapid Traverse for Efficient Tool Movement
- Haas CNC Mill G Codes: Comprehensive Guide to Preparatory Functions
- Haas Mill Manual for Operators & Programmers – Comprehensive Guide
- Complete Guide to Haas Mill M Codes: Functions, Settings & Usage
- Optimizing Haas CNC Mill Settings: A Complete Operator Guide
- Haas M35: Move Coolant Spigot Up One Position – Mill Manual
- Haas M95 Sleep Mode: Program Your Mill for Energy‑Efficient Rest
- Haas M89 Code: Disable Through-Spindle Coolant (TSC) & Manage Pump Settings
- Activating Through‑Spindle Coolant on Haas Mill: How to Use the M88 Code
- Mastering Haas G00 Rapid Motion: Efficient Positioning for Lathe Operations