


ECS G87 Boring with Retraction Cycle – Full Overview & Setup
ECS G87 Boring with Retraction Cycle
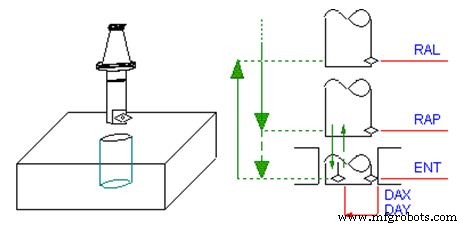
This cycle differs from the “Boring with Spindle Stop” G86 because in this case, when tool reaches the ENT quote, the spindle is not only stopped, but oriented in a specific position (through the M19 Function), disengaged with a movement in X and Y and finally moved in Rapid to the RAL quote.
The cycle Data Entry is activated, in MDI and Edit modes, through this keys sequence:

Programming
G87 <ENT=..> <RAP=..> <RAL=..> <DAX=..> <DAY=..>
Parameters
| Parameter | Description |
|---|---|
| ENT | Depth quote reached at working feed |
| RAP | Quote reached in rapid at the beginning of cycle |
| RAL | Return Quote reached at rapid with spindle stopped, oriented and disengaged. |
| DAX | Incremental disengagement movement along X |
| DAY | Incremental disengagement movement along Y |
ECS G89 Boring Cycle with Dwell Time: Step‑by‑Step Guide
ECS G86 Boring Cycle with Spindle Stop Feature
CNC Machine
- Efficient Taper Threading with G92: A Complete CNC Guide
- Mastering the Fanuc G85 Boring Cycle: Precision Hole Drilling Explained
- Fanuc G86 Boring Cycle – Precision Hole Drilling with Repeatable Depth Control
- ECS G89 Boring Cycle with Dwell Time: Step‑by‑Step Guide
- ECS G86 Boring Cycle with Spindle Stop Feature
- ECS G85 Boring Cycle – Optimized Tool Return & Precision Drilling
- ECS G84 Tapping Cycle: Setup and Optimization for Milling Machines
- ECS G83/r Deep Drilling Cycle with Dwell for Efficient Chip Breaking
- ECS G83 Deep Drilling and Clearing Cycle: Precise, Efficient Hole Drilling
- ECS G82 Drilling Cycle with Dwell for Chip Breakage