


Revolutionizing Automotive Design: The First Curved Pultruded Components

Pultrusion is one of the oldest forming processes for thermoset composites and is said to have been the first continuous fiber thermoset forming process. Today, it is used to produce products ranging from utility poles to window frames, as well as ladders, rebar and wind turbine components. Easy to automate with low labor, and capable of producing highly structural components — some quite large — at reasonable cost and speed, traditional pultrusion can produce profiles (hollow or solid, symmetrical or asymmetrical) in nearly any shape that can be squeezed through a die. However, that shape must have a constant cross-section/thickness. Also, unlike thermoplastic extrusion or extrusion of metal tubes and pipes — where pressure and heat can be applied to profiles during production, or afterward to finished parts, to bend them into new shapes — it has been difficult to use pultrusion to produce anything other than straight, linear profiles. That, of course, has limited the use of pultrusion in many industries, particularly in high-volume segments like automotive, which would like to use pultrusion except that there are not many straight beams on cars that would be good candidates.
That’s beginning to change thanks to Thomas GmbH + Co. Technik + Innovation KG (TTI, Bremervörde, Germany), which has developed a patented process to overcome many of the limitations of traditional pultrusion. In fact, the first curved pultruded automotive part has just gone into commercial production with the launch of the 2020 Chevrolet Corvette sports car by General Motors Co. (Detroit, Mich., U.S.) (see the full feature on the Corvette pultruded rear bumper beam). Tier 1 supplier Shape Corp. (Grand Haven, Mich., U.S.) is producing a curved rear bumper beam for the car using TTI’s radius pultrusion moving-mold process in carbon fiber-reinforced polyurethane-acrylate.
Here’s why that’s a big deal.
Moving vs. stationary
In conventional linear pultrusion, a reciprocating pulling system with grippers is used to draw dry reinforcements from their creels, through a bath where they are impregnated with liquid thermoset resin. Next, the impregnated reinforcements are pulled into a stationary heated die where the profile is shaped and fully cured. Upon exiting the die, the moving profile cools (still being drawn along by the pull-off unit) and then is cut to length and packaged.
Initially, fiber reinforcement was limited strictly to unidirectional rovings — in other words, continuous glass, carbon, or other fibers oriented 0 degrees to the axis of pull. However, over time a variety of multiaxial fabrics — both weaves and non-crimp fabrics (NCF) — have been incorporated into pultruded profiles, enabling a range of fiber orientations without distortion/fiber movement. Nearly any thermoset resin system can be used to impregnate reinforcements in pultrusion, although a significant amount of applications use polyurethane. In recent decades, pultrusion has even been modified to allow use of prepolymerized thermoplastics.
Many features of conventional pultrusion have been turned upside down in TTI’s radius pultrusion process, but the most important aspect to understand is that with radius pultrusion, the die isn’t stationary; rather, it moves and pulls material to create either a linear constant cross-section or a constantly curved profile.
The die, or a series of dies, not only moves back and forth over the profile, shaping and curing the material while both advance along a track — in this case with the profile moving in a single direction and the die moving in both directions — but the die also pulls the dry reinforcements through the resin bath and the cured profile along toward the grippers and cutter. To produce a linear cross-section, both mold and profile move along a straight section of the track; to produce a curved cross-section, the mold and profile move along a curved section of the track.
“In this technology, the die effectively replaces the reciprocating puller, which is replaced by stationary grippers that open and close but don’t otherwise move,” explains Sebastian Mehrtens, TTI head of sales. “The grippers close and support the cured profile when it reaches a pre-specified length and is ready to cut, but otherwise remain open and let the profile move toward the cutting unit.” To reduce risk of fiber pullout from the hot material, heated dies are chrome plated.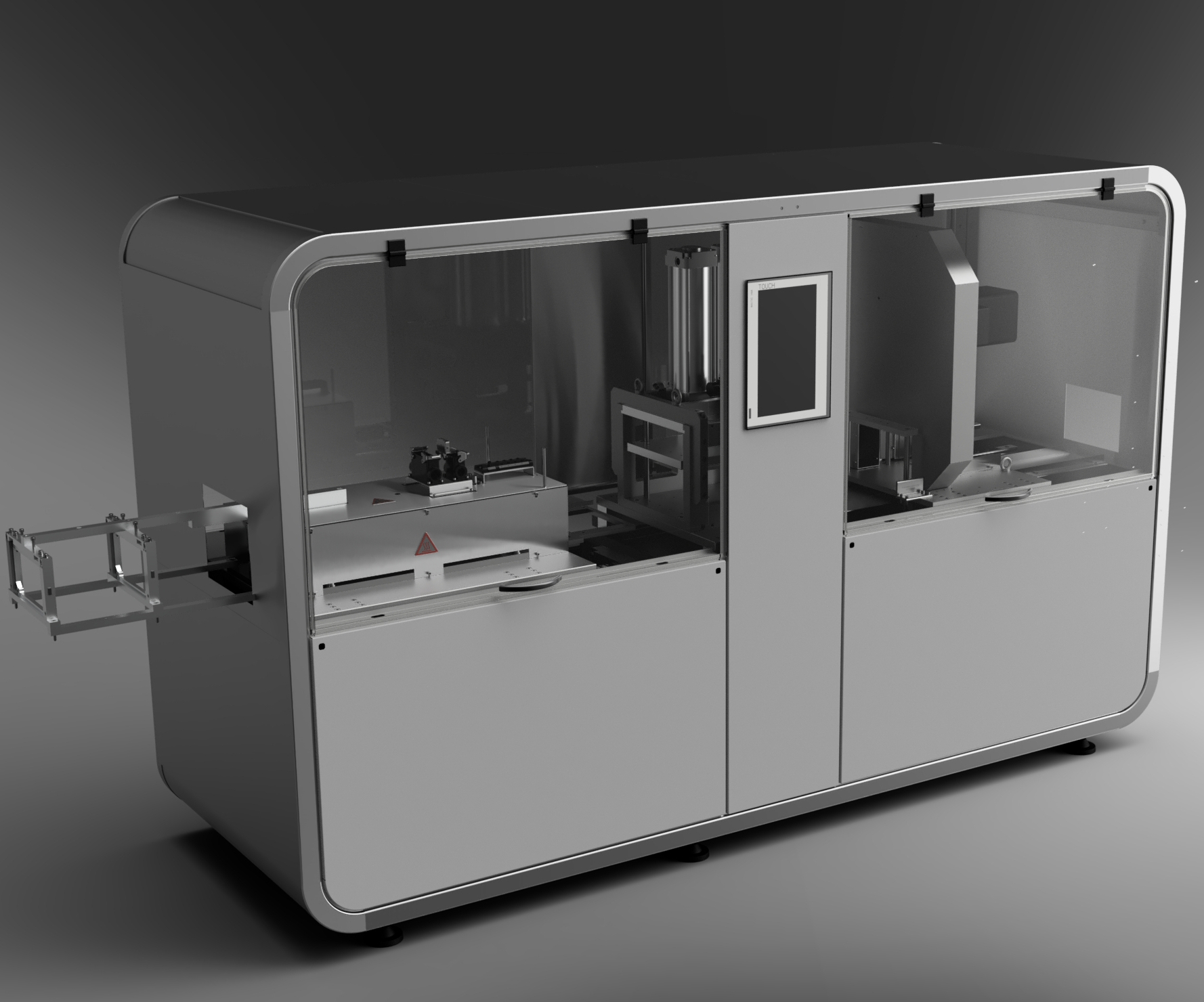
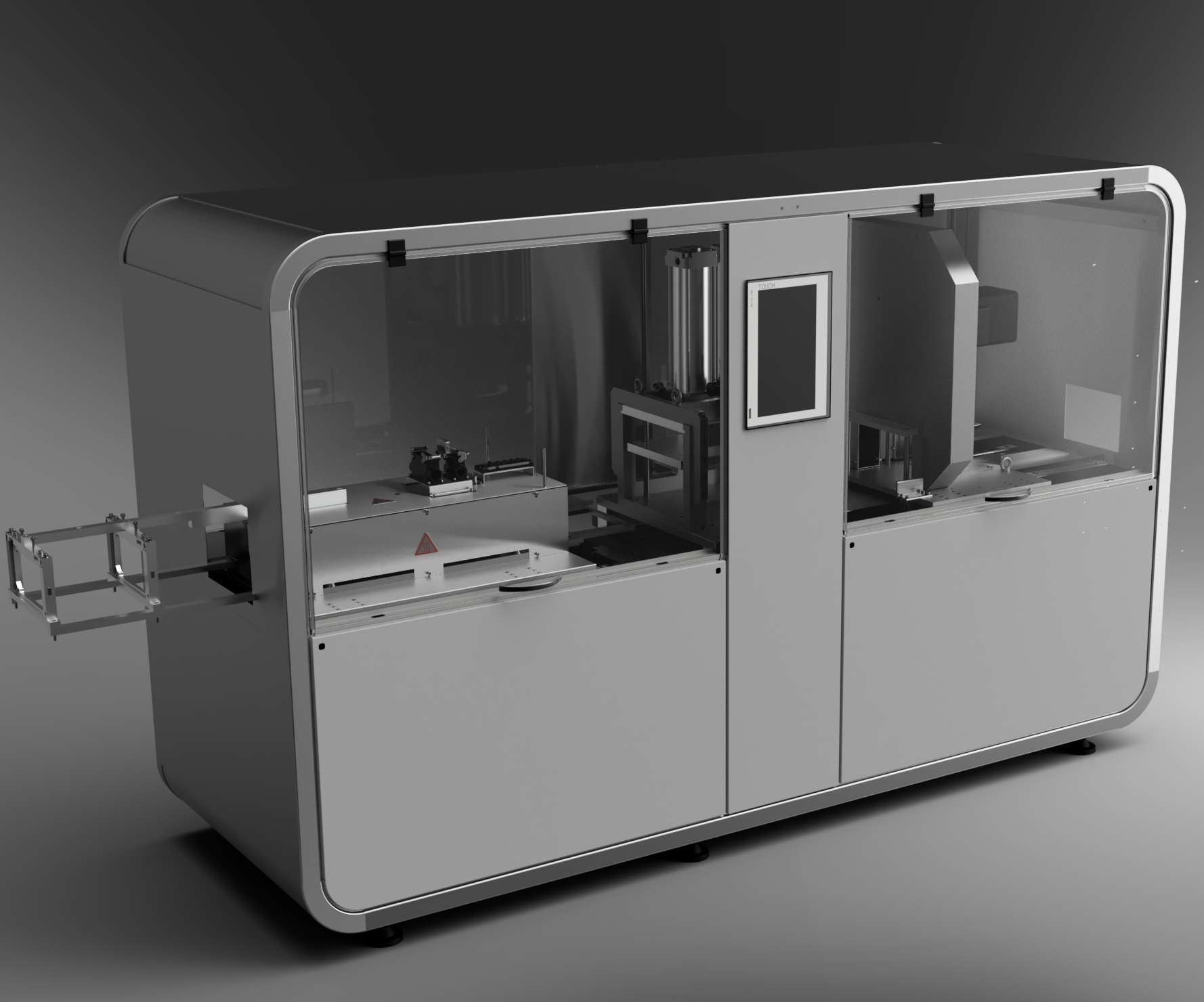
Furthermore, the diminutive system is far easier to ship, can be moved with just a forklift, is faster to set up than conventional lines and requires far less space on a plant floor. “This could have interesting benefits in some applications,” notes Mehrtens. “For example, the machine could be set up near a bridge renovation to produce structural elements as needed. Or, it could be set up as new highway was laid and could produce rebar that could be cut to custom lengths right at the job site.” Still another advantage of pullCUBE is worker safety, since the unit is fully enclosed and operators won’t burn hands on hot mold surfaces or be pinched by grippers or cut by the saw.
Resin
- Why Custom-Molded Parts Are Essential for High-Performance Machinery
- The Three Core Components of a Ball Bearing
- Understanding the Key Components of a Bolt: A Comprehensive Guide
- Post‑Processing in Industrial 3D Printing: Advancing Toward Automation
- Securing the Industrial IoT: A Practical Roadmap
- DARVA – The Event Assistant: From Felt to Live Animation
- Why Carbon Fiber Parts Lead the Pack in Auto Racing
- The Definitive Checklist for Purchasing Plastic Fasteners
- AON3D & Astrobotic to Launch 3D‑Printed Parts on Moon Mission
- EPTA Announces Robust Growth in Pultruded Composites Market