


HP Multi‑Jet Fusion Design Guidelines: Expert Checklist for Optimal Parts
Published on November 30, 2023

Originally published on fastradius.com on October 20, 2021
HP Multi‑Jet Fusion (MJF) delivers rapid, high‑quality nylon parts that rival injection‑molded components in strength and finish. This checklist equips design teams with proven best practices to maximize part performance, reduce costs, and streamline production.
Introduction
What is Multi‑Jet Fusion?
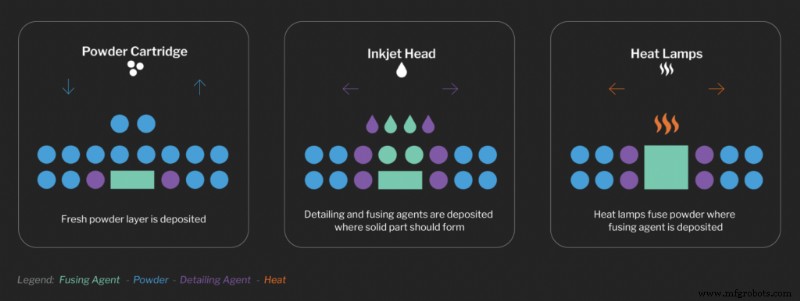
MJF is a leading industrial additive manufacturing process that produces functional nylon prototypes and high‑volume production parts with unmatched design freedom and mechanical properties. Unlike selective laser sintering, which fuses powder with a laser, MJF uses inkjet nozzles to deposit fusing and detailing agents across a nylon‑powder bed. A continuous sweeping motion applies heat layer by layer, enabling high‑speed builds without the need for support structures. The result is a part that can include intricate internal channels and co‑printed assemblies, while achieving mechanical performance comparable to injection molding but without costly tooling.
Designing for manufacturability ensures optimal part quality, yields, and cost efficiency. Use this checklist to align your designs with MJF’s capabilities.
1. Is MJF the right process for my project?
Validate that MJF meets every product requirement before redesigning:
Do the available materials satisfy my application?
While MJF offers a limited yet robust material portfolio, PA12 and its glass‑bead variant serve most rigid plastic needs. TPU provides a flexible, elastomeric option. If your specification demands a material outside this range, consider an alternative process.
Does my part fit within the build volume?
The Jet Fusion 4200’s build envelope is 380 × 380 × 284 mm. Large components can be split into sub‑assemblies and joined with adhesive or mechanical fasteners. Design features such as dovetail joints can aid alignment and adhesion.
Are tolerances within acceptable limits?
Although additive manufacturing tolerances are narrowing, confirm that MJF’s precision aligns with your assembly requirements. The following example illustrates a dovetail joint designed for secure, adhesive bonding.
 Example of dovetail joint used to adhere subcomponents
Example of dovetail joint used to adhere subcomponents
2. Can I reduce material usage?
Thermal gradients often cause warping, especially in long, thin sections or abrupt cross‑section changes. Mitigate defects by removing excess material through pockets, shelling, lattices, or topology optimization. Gradual transitions—via chamfers or fillets—further reduce shrinkage risk.
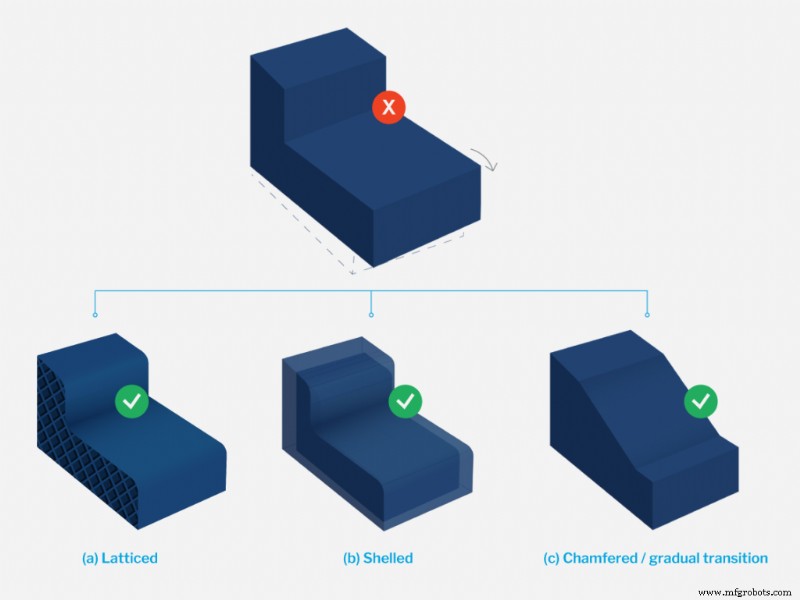 Sample DFM changes for a part that would warp due to an abrupt cross‑section change; (a) latticed (b) shelled (c) chamfered / gradual transition
Sample DFM changes for a part that would warp due to an abrupt cross‑section change; (a) latticed (b) shelled (c) chamfered / gradual transition
3. Are my features above the minimum threshold size?
Standard wall thicknesses should be at least 1.5 mm. Small features should not be smaller than 1.5 mm, except for slits, embossing, engraving, or shaft diameters, which can reach 0.5 mm. Text should be a minimum of 6 pt (≈2 mm) and 0.3 mm deep. Screw threads must be M6 or larger; for tighter or more durable threads, use threaded inserts.
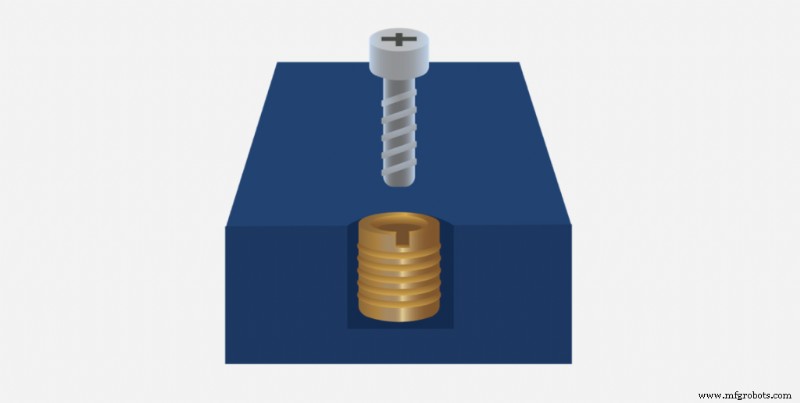 Printed screw threads should be M6 or larger; inserts may be used where smaller or more robust threads are needed.
Printed screw threads should be M6 or larger; inserts may be used where smaller or more robust threads are needed.
4. Have I considered assembly tolerances?
Co‑printing assemblies requires careful clearance planning. Mating faces typically need 0.4–0.6 mm clearance to accommodate tolerances. When printing multiple parts together, allow at least 0.5 mm clearance, and more if large cross‑sections or high contact areas exist.
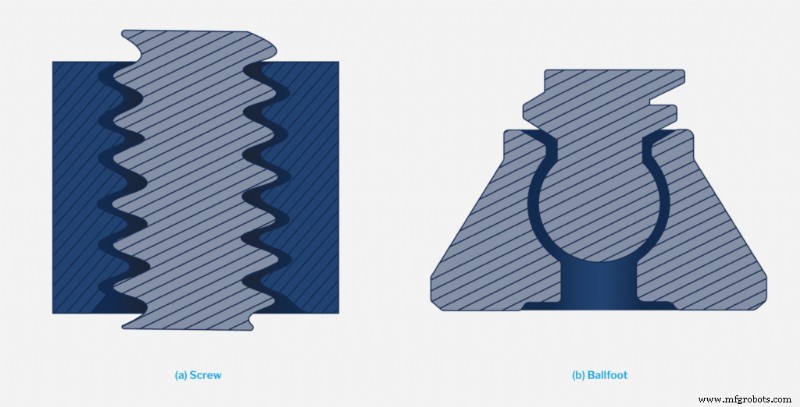 Cross‑section views of co‑printed (a) screw and (b) ball‑foot. These designs will require more clearance to prevent fusing due to higher contact surface area.
Cross‑section views of co‑printed (a) screw and (b) ball‑foot. These designs will require more clearance to prevent fusing due to higher contact surface area.
5. Is my part design optimized for post‑processing?
When post‑processing is required, ensure the design facilitates efficient powder removal and surface finishing:
- No vented or trapped volumes.
- Prefer through holes over blind holes to avoid powder cake.
- Add fillets to sharp internal corners to ease tumbling and bead blasting.
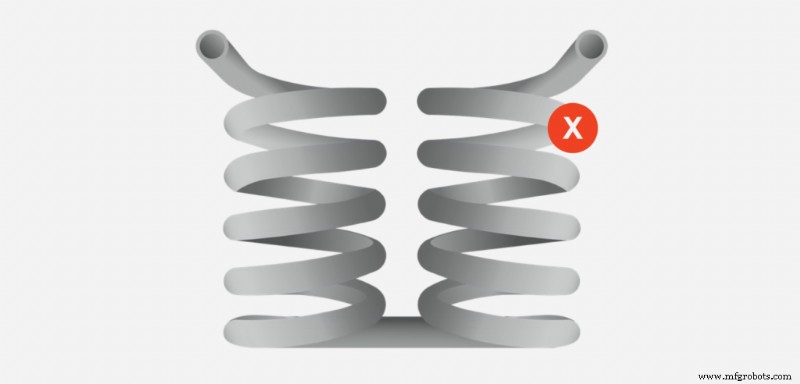 The flow path of this geometry will make it very difficult to get powder out of the bottom section.
The flow path of this geometry will make it very difficult to get powder out of the bottom section.
 It is easy for powder to cake in sharp internal corners. Adding fillets will significantly help depowdering.
It is easy for powder to cake in sharp internal corners. Adding fillets will significantly help depowdering.
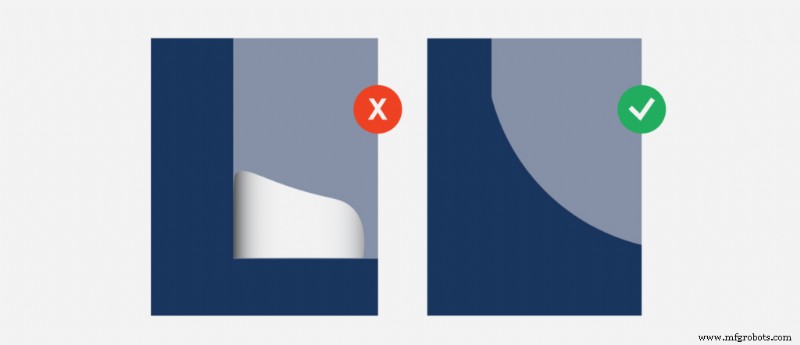
 Blind holes are difficult to depowder, as there is nowhere for the powder to exit when blasted from the hole entrance. Consider making it through hole or adding escape channels.
Blind holes are difficult to depowder, as there is nowhere for the powder to exit when blasted from the hole entrance. Consider making it through hole or adding escape channels.
6. Have I seized every opportunity to lower part costs?
Strategic DFM changes can cut material waste and improve build economics. Lightweighting reduces defect risk and material cost. Optimizing nestability—adding drafts or repositioning parts—maximizes the number of parts per build, spreading fixed costs. For example, introducing a draft angle can add two additional parts to a single build.
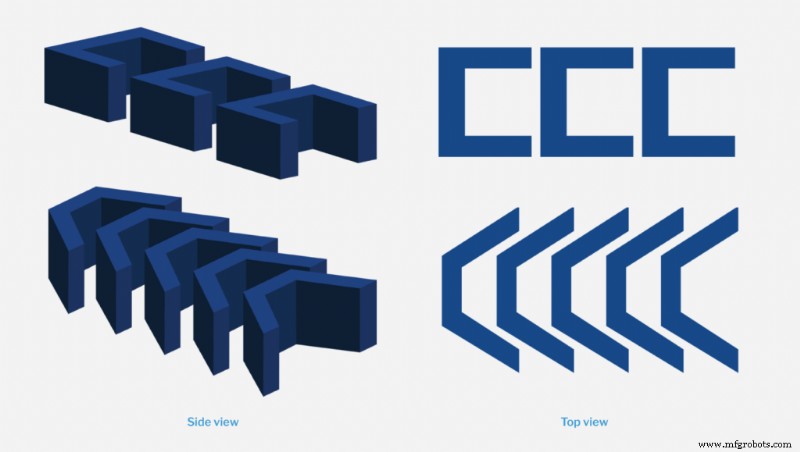 Designing for nestability will increase how many parts can fit in a build, decreasing per part cost. In this example, adding draft enables packing of two additional parts.
Designing for nestability will increase how many parts can fit in a build, decreasing per part cost. In this example, adding draft enables packing of two additional parts.
Other cost‑saving factors include surface finish, color, and post‑processing. MJF parts are inherently grey but can be dyed black with minimal effort. If a smoother finish is required, options such as sanding, tumbling, or vapor smoothing are available. Texturing can enhance aesthetics without extra processing steps.
Getting Started With a DFM Expert
Adhering to DFM principles is essential for low operating costs, early issue detection, and superior part quality. This checklist provides a practical framework for refining MJF designs before production.
Partnering with SyBridge gives your team access to cutting‑edge digital design tools and experienced guidance—from concept to fulfillment—ensuring on‑time delivery at the right price.
Contact us today to start your MJF journey.
Industrial Technology
- Karkhana.io Solves Manufacturing Challenges for Kitchen Automation Startups
- Parallel‑to‑Serial Shift Registers (PISO): Design, Operation, and Applications
- Technology: The Key to Transparent, Ethical Supply Chains
- Top 50 Facility Management Software Solutions for Modern Operations
- Magnetic Labels: Versatile, Durable Inventory Solutions
- The Three Pillars of Exceptional Customer Experience in E‑Commerce
- Top Five UV-Resistant Plastics for Long-Lasting Durability
- Top 5 Warehouse Challenges & Proven Solutions for Faster Fulfillment
- Powder Coating: Which Projects Benefit Most?
- Low‑Pass Filters: Principles, Designs, and Practical Applications